
 17/10/2025
17/10/2025Los semiconductores representan los logros tecnológicos más precisos de la industria moderna. A medida que los nodos de proceso avanzan de 7 nm y 5 nm hacia 3 nm y más allá, los límites físicos de la Ley de Moore han llevado la precisión de la inspección óptica a desafíos sin precedentes.
La tecnología ultravioleta (UV), gracias a sus longitudes de onda más cortas, mayor energía fotónica y propiedades ópticas únicas, se ha convertido en una solución fundamental para superar estos límites de precisión eninspección de semiconductoresSin embargo, a pesar del alto brillo de las fuentes de luz ultravioleta, la señal efectiva de fotones que llega al detector permanece extremadamente débil tras la transmisión óptica y la dispersión de la muestra. Sin métodos de imagen de alta sensibilidad, sería prácticamente imposible identificar con precisión muchos defectos submicrométricos e incluso nanométricos.
Por ello, las cámaras UV de alta sensibilidad constituyen el vínculo fundamental entre la fuente de luz y los resultados de la inspección. No solo determinan si se pueden capturar señales ultradébiles, sino que también influyen directamente en la precisión y la eficiencia de la inspección. En este artículo, analizaremos sistemáticamente las características de aplicación y los desafíos de imagen de las diferentes bandas de longitud de onda UV en la inspección de semiconductores. Se incluirán casos prácticos para ayudarle a seleccionar la cámara UV más adecuada para diversos escenarios de inspección.
Estudios de caso o aplicaciones en el mundo real
i) 365 nm: Inspección de alta velocidad a nivel micrométrico
1. Antecedentes de la solicitud
La longitud de onda de 365 nm se encuentra dentro de la banda UVA (315–400 nm). Su menor longitud de onda en comparación con la luz visible permite un menor límite de difracción y una mayor resolución. A diferencia del ultravioleta profundo, las fuentes de luz y los componentes ópticos de 365 nm son más maduros, rentables y eficientes. Por esta razón, la longitud de onda de 365 nm se utiliza ampliamente en el empaquetado y las pruebas de semiconductores para la inspección de grandes áreas y la detección rápida de defectos a nivel micrométrico.
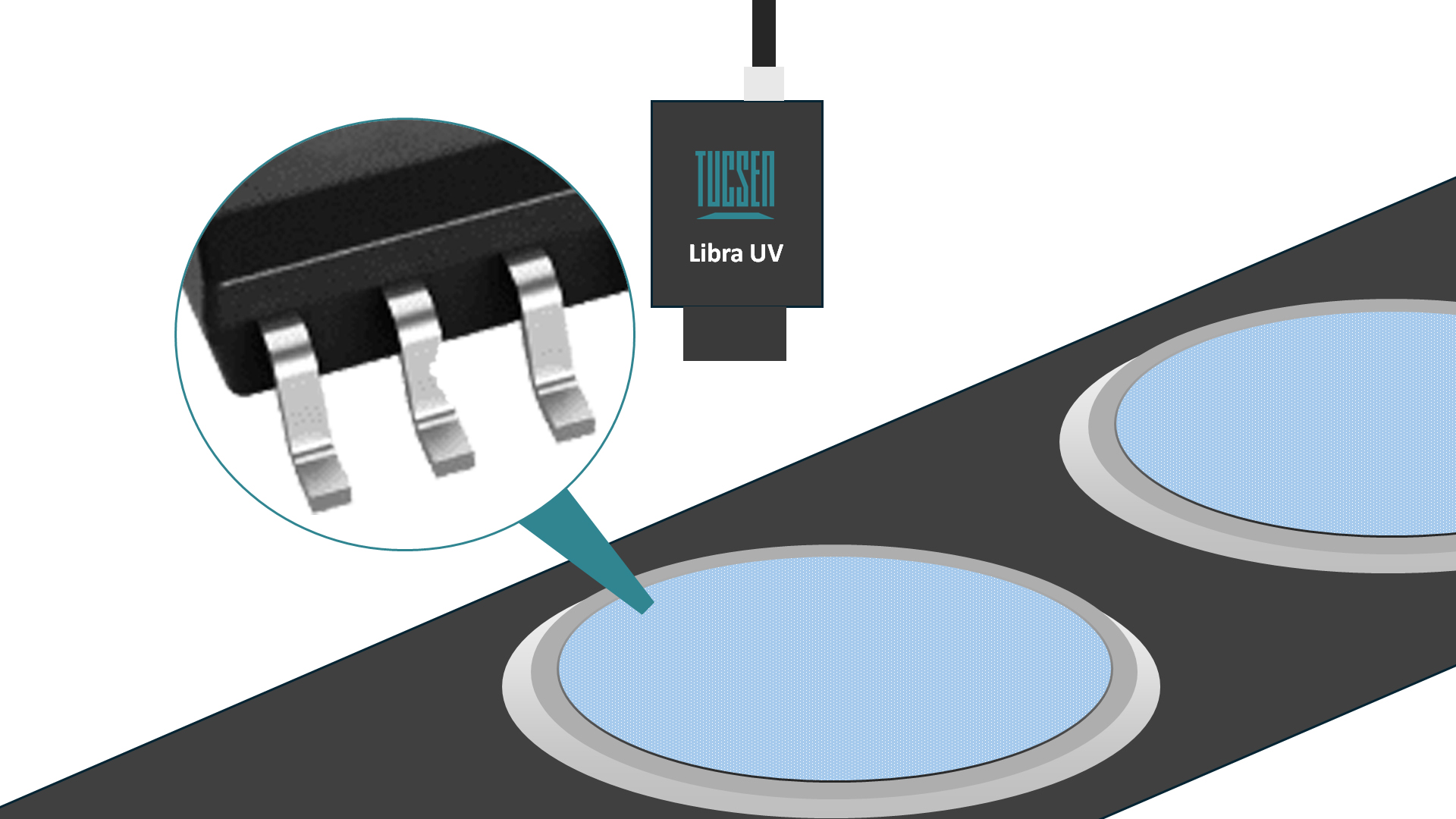
Figura 1-1: Escenarios típicos y ejemplos de defectos en el empaquetado y las pruebas de semiconductores en la etapa final del proceso.
2. Desafíos en la obtención de imágenes
Las cámaras deben combinar una alta sensibilidad a los rayos UV con velocidades de fotogramas rápidas para cumplir con los requisitos de escaneo de alta velocidad en las líneas de producción. Las cámaras industriales convencionales de alta velocidad suelen tener una respuesta limitada en la banda UV, con una eficiencia cuántica a menudo inferior al 30 %, lo que dificulta lograr una alta relación señal-ruido en las imágenes a altas velocidades de fotogramas.
3. Cámara recomendada

Figura 1-2: Recomendación de cámara UVA
La cámara Tucsen Libra UV con obturador global alcanza una eficiencia cuántica del 48 % a 365 nm, lo que la sitúa entre las mejores cámaras UVA y garantiza una detección precisa de defectos. Con una alta velocidad de fotogramas de 152 fps y un obturador global, ofrece imágenes nítidas incluso en plataformas de producción de alta velocidad, satisfaciendo las exigencias de eficiencia de las líneas de fabricación de alta velocidad.
ii) 266 nm: Inspección de alta precisión submicrométrica
1. Antecedentes de la solicitud
La longitud de onda de 266 nm pertenece a la banda UVC (100-280 nm), con mayor energía fotónica y menor longitud de onda, lo que permite la detección de defectos submicrométricos y proporciona imágenes de alto contraste. Entre sus aplicaciones típicas se incluyen la inspección de defectos en campo oscuro de obleas, el análisis del espesor y la uniformidad de películas delgadas y los experimentos de fotoluminiscencia.

Figura 2-1: Inspección de obleas semiconductoras mediante campo oscuro (señales de dispersión extremadamente débiles).
2. Desafíos en la obtención de imágenes
● Los defectos objetivo suelen tener un tamaño submicrométrico, lo que da como resultado señales extremadamente débiles que requieren que la cámara tenga una alta eficiencia cuántica (>60 %) y un bajo nivel de ruido.
● Debido a las limitaciones de los materiales detectores basados en silicio, los sensores estándar a menudo no alcanzan los niveles de sensibilidad necesarios para las inspecciones profesionales.

Figura 2-2: Recomendación de cámara UVC
Cámara Tucson Gemini 8KTDI sCMOSNo solo alcanza una alta eficiencia cuántica UV del 63,9 % a 266 nm, sino que su función TDI (Integración con Retardo Temporal) mejora aún más la relación señal-ruido de la imagen UV. Esto minimiza la atenuación de la señal causada por la absorción de luz ultravioleta profunda en el aire.
Gracias a su funcionamiento a alta frecuencia (1 MHz a 8K TDI), junto con la tecnología de refrigeración estable de Tucsen y la corrección DSNU/PRNU de alta precisión, la cámara no solo suprime la interferencia del ruido térmico, sino que también proporciona un fondo de imagen más uniforme. Esto garantiza un análisis de defectos de alta velocidad y precisión para el front-end.Inspección de defectos de obleas.
iii) 193 nm: Nodos clave en procesos a nivel nanométrico
1. Antecedentes de la solicitud
La longitud de onda de 193 nm forma parte de la banda ultravioleta profunda (DUV, 100-200 nm) y constituye la principal fuente de luz en fotolitografía (láser excimer ArF). Desempeña un papel crucial en procesos de 20 nm y nodos más avanzados. En la fase de inspección, los 193 nm se utilizan ampliamente para la detección de defectos en máscaras y la verificación de patrones de fotorresina, revelando defectos submicrométricos e incluso nanométricos, lo que permite una monitorización de procesos de alta precisión.
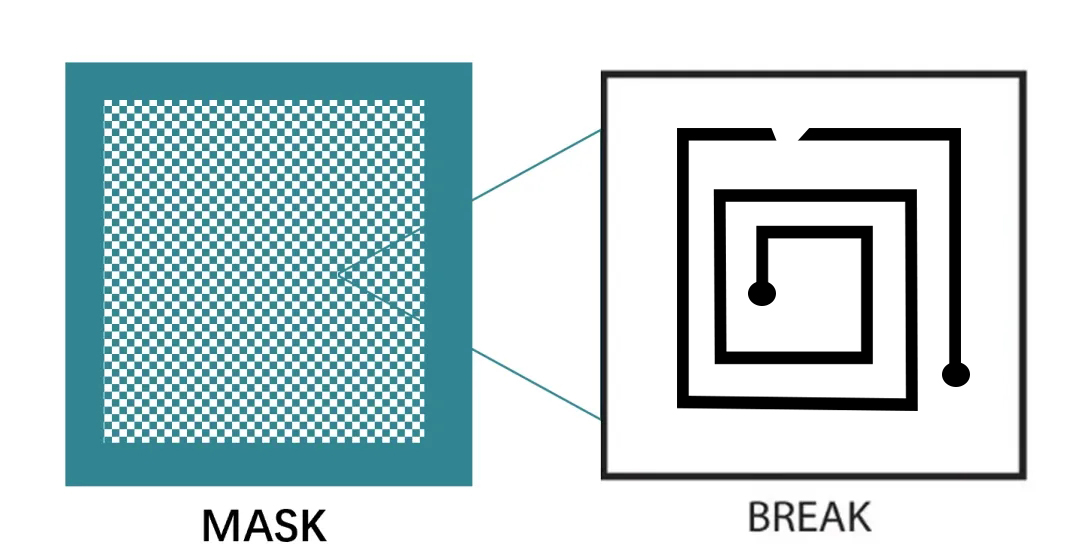
Figura 3-2: Imágenes de ejemplo de inspección de defectos por campo oscuro en semiconductores.
2. Desafíos en la obtención de imágenes
● La luz de 193 nm es fuertemente absorbida por el oxígeno y el vapor de agua presentes en el aire, lo que provoca una atenuación significativa de la señal. Las aplicaciones que requieren trayectorias ópticas más largas pueden incluso necesitar un entorno de vacío o gas inerte.
● Los detectores convencionales basados en silicio tienen una respuesta limitada a los fotones de alta energía de 193 nm. Por lo general, se necesitan chips retroiluminados (BSI), que a menudo van acompañados de procesos de optimización especiales para mejorar la eficiencia cuántica.
● Para garantizar una alta relación señal-ruido en imágenes obtenidas en condiciones de señal débil y un funcionamiento estable a largo plazo, las cámaras deben incorporar refrigeración profunda y un diseño de bajo ruido.
3. Cámara recomendada

Figura 3-3: Cámaras DUV/EUV recomendadas
Desafíos técnicos y soluciones para la obtención de imágenes UV en semiconductores.
Desafíos técnicos en la obtención de imágenes UV
1. Atenuación de la señal
La luz ultravioleta, especialmente en longitudes de onda cortas, es muy susceptible a la atenuación al atravesar el aire. Esta atenuación se produce por la absorción del vapor de agua y el oxígeno atmosféricos, lo que debilita la señal y reduce la capacidad de detección. En la inspección de semiconductores, donde los defectos que se identifican suelen ser submicrométricos o nanométricos, esta pérdida de señal puede afectar drásticamente la precisión de la imagen.
2. Sensibilidad del sensor
Los sensores convencionales basados en silicio suelen tener dificultades para proporcionar la sensibilidad suficiente a la luz ultravioleta de alta energía, especialmente en longitudes de onda como 193 nm y 266 nm. Por consiguiente, se hace imprescindible el uso de chips retroiluminados (BSI) especializados y sistemas ópticos optimizados. Sin estos avances, lograr una alta eficiencia cuántica y un bajo nivel de ruido en la obtención de imágenes UV resulta prácticamente imposible.
3. Ruido térmico y ambiental
Dado que los sistemas de imagen UV operan en condiciones de baja luminosidad, incluso los cambios ambientales leves o el ruido térmico de la cámara pueden reducir drásticamente la calidad de las imágenes capturadas. Las cámaras UV de alta gama deben incorporar sistemas de refrigeración avanzados y diseños de bajo ruido para garantizar un rendimiento óptimo en entornos de producción de semiconductores.
Soluciones para superar los desafíos
● Ambientes de vacío o gas inerte
Para contrarrestar la atenuación de la señal por absorción atmosférica, los procesos de inspección de semiconductores que utilizan luz ultravioleta con longitudes de onda como 193 nm suelen realizarse en vacío o en atmósferas de gas inerte. Esto minimiza el impacto del aire en la calidad de la señal.
● Sensores retroiluminados (BSI)
Los sensores BSI están diseñados específicamente para mejorar la sensibilidad de las cámaras UV, permitiéndoles responder con mayor eficacia a la luz UV de alta energía. Estos sensores contribuyen a mejorar la eficiencia cuántica y posibilitan una obtención de imágenes más precisa de los defectos en longitudes de onda más cortas.
●Sistemas avanzados de refrigeración y diseño de bajo nivel de ruido.
Para mitigar el ruido térmico, las cámaras UV de alto rendimiento incorporan soluciones de refrigeración avanzadas (como la refrigeración Peltier). Esto garantiza un funcionamiento estable y fiable a largo plazo, manteniendo un bajo nivel de ruido para obtener imágenes de alta calidad.
Factores a considerar al elegir una cámara UV
Seleccionar la cámara UV adecuada para la inspección de semiconductores implica más que simplemente elegir la que tenga la mayor resolución. Estos son algunos factores clave a considerar:
1. Eficiencia cuántica (QE)
La eficiencia cuántica mide la eficacia con la que un sensor de cámara convierte los fotones UV incidentes en señales eléctricas útiles. Una mayor eficiencia cuántica implica una mejor sensibilidad y captura de señal, algo especialmente crucial en las inspecciones de semiconductores, donde los defectos suelen ser submicrométricos o nanométricos.
2. Rendimiento de ruido
El ruido, tanto térmico como electrónico, puede interferir en el proceso de obtención de imágenes, especialmente al trabajar con señales UV débiles. Elegir una cámara UV con bajo nivel de ruido es fundamental para obtener imágenes nítidas y de alta calidad que representen con precisión los defectos.
3. Rango de longitud de onda
Las distintas longitudes de onda se adaptan mejor a diferentes tipos de defectos y aplicaciones. Se deben seleccionar cámaras con capacidades de longitud de onda específicas (365 nm, 266 nm, 193 nm) según el proceso de fabricación del semiconductor. Comprender la interacción de la longitud de onda con el material inspeccionado ayuda a maximizar la detección de defectos.
4. Sistemas de refrigeración
En las cámaras UV de alto rendimiento, especialmente en las utilizadas en entornos industriales, los sistemas de refrigeración avanzados son esenciales para reducir el ruido térmico y garantizar un funcionamiento estable durante largos períodos de uso.
5. Velocidad de fotogramas
Las líneas de fabricación de semiconductores de alta velocidad requieren altas velocidades de fotogramas para capturar defectos que se mueven rápidamente. Elegir una cámara UV con una velocidad de fotogramas óptima (como 152 fps a 365 nm) garantiza que la cámara pueda seguir el ritmo de los ciclos de inspección rápidos sin sacrificar la calidad de la imagen.
6. Integración con equipos existentes
Una cámara UV debe integrarse a la perfección con los sistemas de inspección y fabricación de semiconductores existentes. Considere factores como el ancho de banda de la interfaz de datos, la capacidad de sincronización con los equipos anteriores y posteriores, y la compatibilidad con los sistemas ópticos actuales.
Comparación de tecnologías de imagen UV frente a otras técnicas
La imagen ultravioleta ofrece varias ventajas sobre los métodos de inspección tradicionales, pero también presenta sus propios desafíos. A continuación, se muestra una comparación con otras tecnologías comunes:
1. Imágenes UV frente a inspección óptica
Los métodos de inspección óptica suelen basarse en la luz visible, cuya difracción limita su eficacia, lo que los hace inadecuados para detectar defectos submicrométricos y nanométricos. Por otro lado, la imagen ultravioleta ofrece longitudes de onda más cortas, lo que permite una mayor resolución y la identificación de defectos más pequeños con mayor precisión.
2. Imágenes UV frente a microscopía electrónica (ME)
Si bien la microscopía electrónica ofrece imágenes de gran detalle, suele ser más lenta y costosa. La imagen ultravioleta proporciona una solución más rápida y rentable para líneas de producción de alta velocidad, a la vez que ofrece una resolución adecuada para la mayoría de los defectos de los semiconductores.
3. Imágenes UV frente a inspección por rayos X
La inspección por rayos X es útil para identificar defectos internos, pero tiene limitaciones para detectar anomalías superficiales, especialmente en capas delgadas o materiales que no interactúan eficazmente con los rayos X. La imagen ultravioleta destaca en la detección de defectos superficiales y es más adecuada para el monitoreo de procesos de semiconductores, como la inspección de máscaras.
Resumen de la estrategia de selección de cámaras UV
Desde UVA hasta EUV, a medida que la longitud de onda UV se acorta, aumenta la dificultad de la inspección, junto con las mayores exigencias de rendimiento para las cámaras. Estas deben ofrecer una mayor eficiencia cuántica (QE), menores niveles de ruido y una estabilidad superior del sistema para mantener imágenes nítidas y fiables incluso en condiciones de señal extremadamente débiles. Como uno de los pocos proveedores en China que ofrece soluciones de cámaras UV que abarcan todo el rango, desde UVA hasta EUV, Tucsen puede proporcionarle productos de alta fiabilidad y garantías de rendimiento para las distintas etapas de la inspección.
En la fabricación e inspección de semiconductores, la selección de la cámara no solo debe coincidir con la longitud de onda UV, sino que también debe considerar exhaustivamente factores como los sistemas ópticos, la respuesta espectral, la velocidad de escaneo de la plataforma, el ancho de banda de la interfaz de datos y la sincronización con los equipos anteriores y posteriores. Si planea implementar soluciones de imagen UV en su sistema de equipos, no dude en contactarnos. Nuestro equipo técnico le brindará soporte técnico integral, desde la selección de la cámara hasta la implementación del sistema, adaptado a las necesidades de su aplicación.
Tucsen Photonics Co., Ltd. Todos los derechos reservados. Al citar, por favor, indique la fuente:www.tucsen.com








