
 17/10/2025
17/10/2025Les semi-conducteurs représentent les réalisations technologiques les plus précises de l'industrie moderne. À mesure que les nœuds de gravure progressent de 7 nm et 5 nm vers 3 nm et au-delà, les limites physiques de la loi de Moore ont placé la précision des inspections optiques face à des défis sans précédent.
La technologie ultraviolette (UV), grâce à ses longueurs d'onde plus courtes, son énergie photonique plus élevée et ses propriétés optiques uniques, est devenue une solution essentielle pour surmonter ces limites de précision.inspection des semi-conducteursCependant, malgré la forte luminosité des sources de lumière UV, le signal photonique effectif atteignant le détecteur demeure extrêmement faible après transmission optique et diffusion par l'échantillon. Sans méthodes d'imagerie très sensibles, il serait quasiment impossible d'identifier avec précision de nombreux défauts submicroniques, voire nanométriques.
C’est pourquoi les caméras UV haute sensibilité constituent le lien essentiel entre la source lumineuse et les résultats d’inspection. Elles déterminent non seulement la capacité à capturer des signaux extrêmement faibles, mais influent aussi directement sur la précision et l’efficacité de l’inspection. Dans cet article, nous analyserons systématiquement les caractéristiques d’application et les défis d’imagerie des différentes bandes de longueurs d’onde UV pour l’inspection des semi-conducteurs. Des cas concrets seront présentés afin de vous aider à choisir la caméra UV la plus adaptée à différents scénarios d’inspection.
Études de cas ou applications concrètes
i) 365 nm : Inspection à haute vitesse au niveau du micron
1. Contexte de l'application
La longueur d'onde de 365 nm se situe dans la bande UVA (315–400 nm). Sa longueur d'onde plus courte que celle de la lumière visible permet une limite de diffraction plus faible et une résolution plus élevée. Contrairement aux UV profonds, les sources lumineuses et les composants optiques à 365 nm sont plus matures, plus économiques et plus performants. C'est pourquoi la longueur d'onde de 365 nm est largement utilisée dans les étapes finales d'encapsulation et de test des semi-conducteurs pour l'inspection de grandes surfaces et le dépistage rapide des défauts à l'échelle du micron.
Figure 1-1 : Scénarios typiques et exemples de défauts dans l’encapsulation et les tests des semi-conducteurs en aval
2. Défis liés à l'imagerie
Pour répondre aux exigences de la numérisation à grande vitesse sur les lignes de production, les caméras doivent allier une sensibilité UV élevée à des cadences d'acquisition rapides. Les caméras industrielles haute vitesse classiques présentent généralement une sensibilité limitée dans la bande UV, avec un rendement quantique souvent inférieur à 30 %, ce qui rend difficile l'obtention d'images à rapport signal/bruit élevé à des cadences d'acquisition élevées.
3. Appareil photo recommandé

Figure 1-2 : Recommandation concernant la caméra UVA
La caméra UV à obturateur global Tucsen Libra atteint un rendement quantique de 48 % à 365 nm, la plaçant parmi les caméras UVA les plus performantes et garantissant une détection précise des défauts. Grâce à sa fréquence d'images élevée de 152 images par seconde et à son obturateur global, elle fournit des images nettes même sur les plateformes de production à cadence rapide, répondant ainsi aux exigences d'efficacité des lignes de fabrication à grande vitesse.
ii) 266 nm : Inspection de haute précision submicronique
1. Contexte de l'application
La longueur d'onde de 266 nm appartient à la bande UVC (100–280 nm), caractérisée par une énergie photonique plus élevée et une longueur d'onde plus courte, permettant la détection de défauts submicroniques et l'obtention d'images à contraste élevé. Parmi les applications typiques, on peut citer l'inspection en fond noir des défauts sur les plaquettes de silicium en amont, l'analyse de l'épaisseur et de l'uniformité des couches minces, ainsi que les expériences de photoluminescence.

Figure 2-1 : Inspection en champ sombre de plaquettes de semi-conducteurs (signaux de diffusion extrêmement faibles)
2. Défis liés à l'imagerie
● Les défauts cibles sont souvent de taille inférieure au micron, ce qui entraîne des signaux extrêmement faibles qui nécessitent que la caméra ait une efficacité quantique élevée (>60%) et de faibles performances de bruit.
● En raison des limitations des matériaux détecteurs à base de silicium, les capteurs standard n'atteignent souvent pas les niveaux de sensibilité requis pour les inspections professionnelles.

Figure 2-2 : Recommandation concernant la caméra UVC
Caméra Tucsen Gemini 8KTDI sCMOSNon seulement elle atteint un rendement quantique UV élevé de 63,9 % à 266 nm, mais sa fonction TDI (intégration à délai temporel) améliore encore le rapport signal/bruit de l'imagerie UV. Ceci minimise l'atténuation du signal due à l'absorption de la lumière UV profonde dans l'air.
Grâce à son fonctionnement à haute fréquence (1 MHz à 8 kΩ TDI), associé à la technologie de refroidissement stable de Tucsen et à la correction DSNU/PRNU de haute précision, la caméra supprime les interférences thermiques et offre un fond d'image plus uniforme. Elle garantit ainsi une analyse des défauts rapide et précise pour les composants frontaux.inspection des défauts des plaquettes.
iii) 193 nm : Nœuds clés dans les processus à l’échelle nanométrique
1. Contexte de l'application
La longueur d'onde de 193 nm appartient à la bande ultraviolette profonde (100–200 nm) et constitue la source lumineuse principale en photolithographie (laser excimère ArF). Elle joue un rôle crucial dans les procédés à partir des nœuds technologiques de 20 nm et plus. Lors de la phase d'inspection, la longueur d'onde de 193 nm est largement utilisée pour la détection des défauts de masques et la vérification des motifs de photorésine, révélant des défauts submicroniques, voire nanométriques, et permettant ainsi un contrôle de procédé de haute précision.
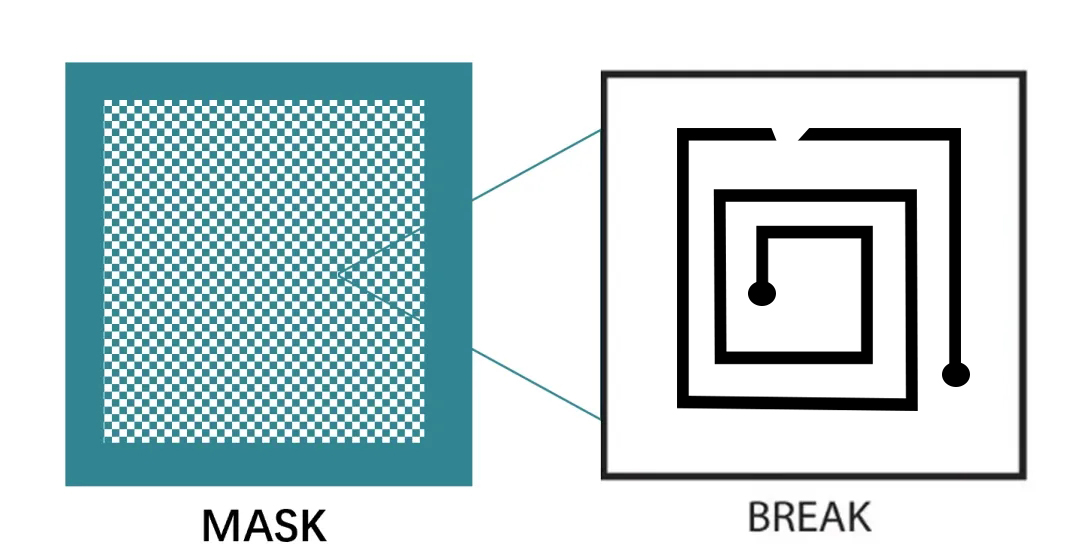
Figure 3-2 : Exemples d'images d'inspection des défauts en champ sombre dans les semi-conducteurs
2. Défis liés à l'imagerie
La lumière de 193 nm est fortement absorbée par l'oxygène et la vapeur d'eau présents dans l'air, ce qui entraîne une atténuation importante du signal. Les applications nécessitant des trajets optiques plus longs peuvent même exiger un environnement sous vide ou sous gaz inerte.
● Les détecteurs conventionnels à base de silicium ont une réponse limitée aux photons de haute énergie de 193 nm. Généralement, des puces rétroéclairées (BSI) sont nécessaires, souvent accompagnées de procédés d'optimisation spécifiques pour améliorer le rendement quantique.
● Pour garantir une imagerie à rapport signal/bruit élevé dans des conditions de signal faible et un fonctionnement stable à long terme, les caméras doivent intégrer un refroidissement profond et une conception à faible bruit.
3. Appareil photo recommandé

Figure 3-3 : Caméras DUV/EUV recommandées
Défis techniques et solutions pour l'imagerie UV dans les semi-conducteurs
Défis techniques de l'imagerie UV
1. Atténuation du signal
La lumière UV, en particulier aux longueurs d'onde les plus courtes, est très sensible à l'atténuation lors de sa traversée de l'air. Cette atténuation est due à l'absorption par la vapeur d'eau et l'oxygène atmosphériques, ce qui affaiblit le signal et réduit les capacités de détection. Dans le contrôle des semi-conducteurs, où les défauts à identifier sont souvent de taille submicronique ou nanométrique, cette perte de signal peut impacter considérablement la précision de l'imagerie.
2. Sensibilité du capteur
Les capteurs classiques à base de silicium peinent souvent à fournir une sensibilité suffisante à la lumière UV de haute énergie, notamment aux longueurs d'onde de 193 nm et 266 nm. De ce fait, le recours à des puces rétroéclairées (BSI) spécialisées et à des systèmes optiques optimisés devient indispensable. Sans ces avancées, il est quasiment impossible d'atteindre un rendement quantique élevé et un faible bruit en imagerie UV.
3. Bruit thermique et environnemental
Les systèmes d'imagerie UV fonctionnant en faible luminosité, même de légères variations environnementales ou des interférences thermiques de la caméra peuvent considérablement réduire la qualité des images capturées. Les caméras UV haut de gamme doivent donc intégrer des systèmes de refroidissement performants et une conception à faible bruit afin de garantir des performances optimales dans les environnements de production de semi-conducteurs.
Solutions pour surmonter les défis
● Environnements sous vide ou sous gaz inerte
Pour compenser l'atténuation du signal due à l'absorption atmosphérique, les procédés d'inspection des semi-conducteurs utilisant la lumière UV à des longueurs d'onde telles que 193 nm sont souvent réalisés sous vide ou sous atmosphère inerte. Ceci minimise l'impact de l'air sur la qualité du signal.
● Capteurs rétroéclairés (BSI)
Les capteurs BSI sont spécialement conçus pour améliorer la sensibilité des caméras UV, leur permettant de réagir plus efficacement à la lumière UV de haute énergie. Ces capteurs contribuent à améliorer le rendement quantique et permettent une imagerie plus précise des défauts à des longueurs d'onde plus courtes.
●Conception avancée de refroidissement et de réduction du bruit
Pour atténuer le bruit thermique, des solutions de refroidissement avancées (comme le refroidissement Peltier) sont intégrées aux caméras UV hautes performances. Ceci garantit un fonctionnement stable et fiable sur le long terme tout en maintenant un faible niveau de bruit pour une imagerie de haute qualité.
Facteurs à prendre en compte lors du choix d'une caméra UV
Choisir la caméra UV adaptée à l'inspection des semi-conducteurs ne se résume pas à sélectionner celle offrant la plus haute résolution. Voici quelques facteurs clés à prendre en compte :
1. Rendement quantique (QE)
L'efficacité quantique mesure la capacité d'un capteur de caméra à convertir les photons UV incidents en signaux électriques exploitables. Une efficacité quantique plus élevée se traduit par une meilleure sensibilité et une meilleure capture du signal, ce qui est particulièrement crucial pour l'inspection des semi-conducteurs où les défauts sont souvent de taille submicronique ou nanométrique.
2. Performances acoustiques
Le bruit, qu'il soit thermique ou électronique, peut perturber le processus d'imagerie, notamment avec des signaux UV faibles. Le choix d'une caméra UV à faible bruit est donc essentiel pour obtenir des images nettes et de haute qualité, reflétant fidèlement les défauts.
3. Gamme de longueurs d'onde
Différentes longueurs d'onde sont plus adaptées à différents types de défauts et d'applications. Le choix des caméras, avec des capacités de longueur d'onde spécifiques (365 nm, 266 nm, 193 nm), doit se faire en fonction du procédé de fabrication des semi-conducteurs visé. Comprendre l'interaction de la longueur d'onde avec le matériau inspecté permet d'optimiser la détection des défauts.
4. Systèmes de refroidissement
Dans les caméras UV hautes performances, notamment celles utilisées en milieu industriel, des systèmes de refroidissement avancés sont essentiels pour réduire le bruit thermique et garantir un fonctionnement stable pendant de longues périodes d'utilisation.
5. Fréquence d'images
Les lignes de production de semi-conducteurs à haute vitesse nécessitent des cadences d'acquisition élevées pour capturer les défauts se déplaçant rapidement. Le choix d'une caméra UV avec une cadence d'acquisition optimale (par exemple 152 images/s à 365 nm) garantit que la caméra puisse suivre le rythme des cycles d'inspection rapides sans compromettre la qualité d'image.
6. Intégration avec les équipements existants
Une caméra UV doit s'intégrer parfaitement aux systèmes d'inspection et de fabrication de semi-conducteurs existants. Il convient de prendre en compte des facteurs tels que la bande passante de l'interface de données, les capacités de synchronisation avec les équipements en amont et en aval, ainsi que la compatibilité avec les systèmes optiques actuels.
Comparaison des technologies d'imagerie UV avec d'autres techniques
L'imagerie UV offre plusieurs avantages par rapport aux méthodes d'inspection traditionnelles, mais elle présente également ses propres défis. Voici une comparaison avec d'autres technologies courantes :
1. Imagerie UV vs. Inspection optique
Les méthodes d'inspection optique reposent souvent sur la lumière visible, limitée par la diffraction, ce qui les rend inadaptées à la détection de défauts submicroniques et nanométriques. L'imagerie UV, en revanche, utilise des longueurs d'onde plus courtes, permettant une résolution plus élevée et une identification plus précise des défauts de plus petite taille.
2. Imagerie UV vs. Microscopie électronique (ME)
Bien que la microscopie électronique offre des images très détaillées, elle est généralement plus lente et plus coûteuse. L'imagerie UV constitue une solution plus rapide et plus économique pour les lignes de production à grande vitesse, tout en offrant une résolution suffisante pour la plupart des défauts des semi-conducteurs.
3. Imagerie UV vs. Inspection aux rayons X
L'inspection par rayons X est utile pour identifier les défauts internes, mais elle est limitée pour la détection des anomalies de surface, notamment sur les couches minces ou les matériaux qui interagissent peu avec les rayons X. L'imagerie UV excelle dans la détection des défauts de surface et est plus adaptée au contrôle des procédés de fabrication des semi-conducteurs, comme l'inspection des masques.
Résumé de la stratégie de sélection des caméras UV
De l'UVA à l'EUV, la difficulté d'inspection augmente avec la diminution de la longueur d'onde UV, de même que les exigences de performance imposées aux caméras. Ces dernières doivent présenter un rendement quantique (QE) élevé, un faible niveau de bruit et une stabilité système supérieure afin de garantir une imagerie nette et fiable, même en présence de signaux extrêmement faibles. Comptant parmi les rares fournisseurs en Chine proposant des solutions de caméras UV couvrant l'ensemble du spectre, de l'UVA à l'EUV, Tucsen vous propose des produits haute fiabilité assortis de garanties de performance pour chaque étape d'inspection.
Dans le secteur de la fabrication et du contrôle des semi-conducteurs, le choix d'une caméra doit non seulement correspondre à la longueur d'onde UV, mais aussi prendre en compte des facteurs tels que les systèmes optiques, la réponse spectrale, la vitesse de balayage de la plateforme, la bande passante de l'interface de données et la synchronisation avec les équipements en amont et en aval. Si vous envisagez d'intégrer des solutions d'imagerie UV à votre système, n'hésitez pas à nous contacter. Notre équipe technique vous accompagnera tout au long du processus, de la sélection de la caméra à la mise en œuvre du système, en l'adaptant à vos besoins spécifiques.
Tucsen Photonics Co., Ltd. Tous droits réservés. Veuillez citer la source :www.tucsen.com








