
 2025/10/17
2025/10/17Półprzewodniki reprezentują najdokładniejsze osiągnięcia technologiczne we współczesnym przemyśle. Wraz z postępem technologicznym węzłów z 7 nm i 5 nm do 3 nm i dalej, fizyczne ograniczenia prawa Moore'a postawiły dokładność kontroli optycznej przed bezprecedensowymi wyzwaniami.
Technologia ultrafioletowa (UV) – dzięki krótszym długościom fal, wyższej energii fotonów i wyjątkowym właściwościom optycznym – stała się kluczowym rozwiązaniem pozwalającym pokonać te ograniczenia precyzji wkontrola półprzewodnikówJednak pomimo wysokiej jasności źródeł promieniowania UV, efektywny sygnał fotonowy docierający do detektora pozostaje niezwykle słaby po transmisji optycznej i rozproszeniu próbki. Bez wysoce czułych metod obrazowania, wiele defektów o wielkości submikronowej, a nawet nanometrowej, byłoby niemal niemożliwe do dokładnego zidentyfikowania.
Właśnie dlatego kamery UV o wysokiej czułości stanowią kluczowe ogniwo między źródłem światła a wynikami inspekcji. Nie tylko decydują o możliwości wychwycenia ultrasłabych sygnałów, ale także bezpośrednio wpływają na dokładność i wydajność inspekcji. W niniejszym artykule systematycznie przeanalizujemy charakterystykę zastosowań i wyzwania związane z obrazowaniem różnych pasm długości fal UV w inspekcji półprzewodników. Przedstawione zostaną rzeczywiste przypadki, które pomogą Ci wybrać najodpowiedniejszą kamerę UV do różnych scenariuszy inspekcji.
Studia przypadków lub zastosowania w świecie rzeczywistym
i) 365 nm: inspekcja z dużą prędkością na poziomie mikronów
1. Tło aplikacji
Długość fali 365 nm mieści się w paśmie UVA (315–400 nm). Jej krótsza długość fali w porównaniu ze światłem widzialnym zapewnia mniejszy limit dyfrakcji i wyższą rozdzielczość. W przeciwieństwie do głębokiego UV, źródła światła i komponenty optyczne o długości fali 365 nm są bardziej dopracowane, ekonomiczne i wydajne. Z tego powodu długość fali 365 nm jest szeroko stosowana w obudowach półprzewodników typu back-end oraz w testach do inspekcji dużych powierzchni i szybkiego wykrywania defektów rzędu mikronów.
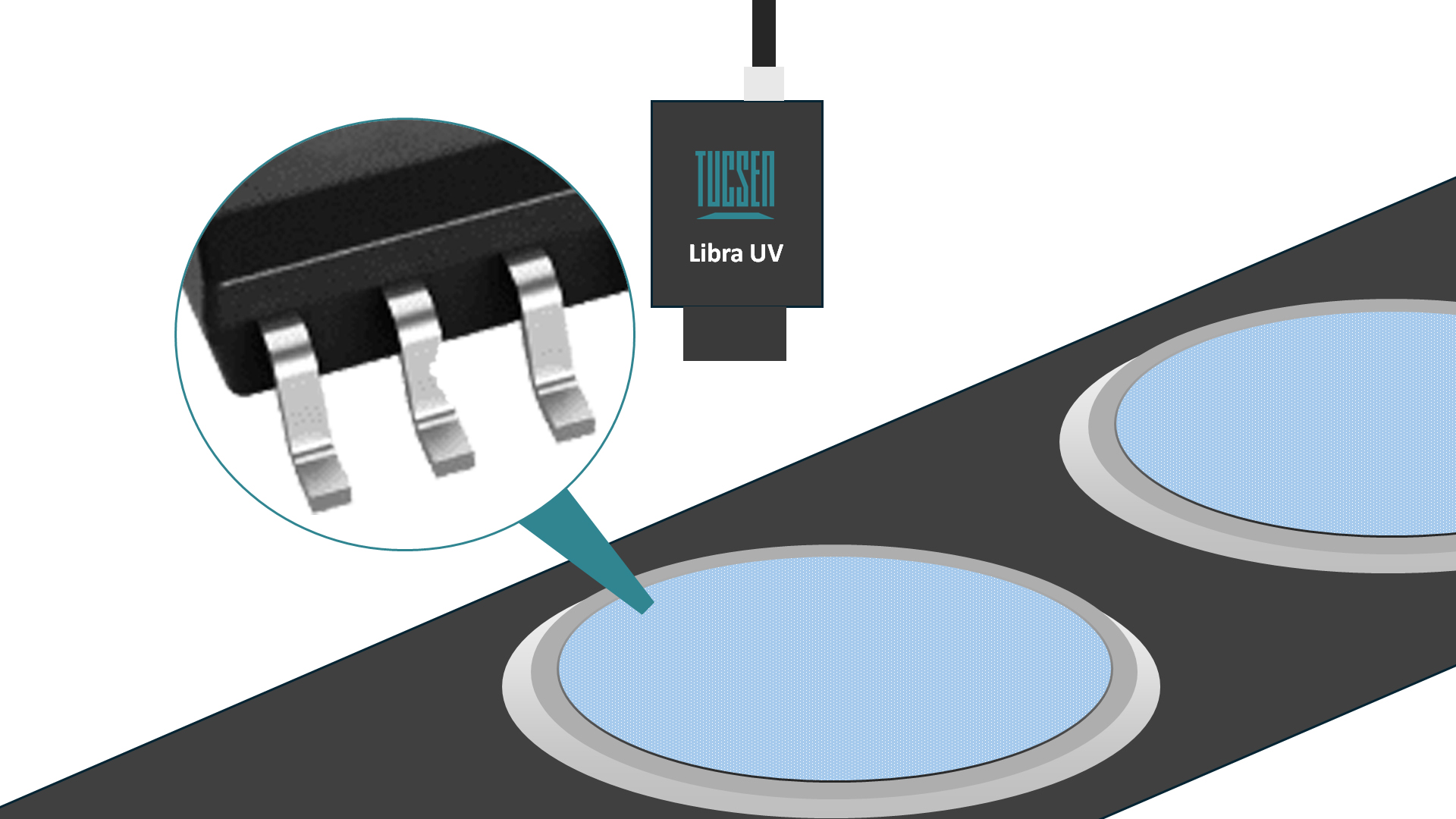
Rysunek 1-1: Typowe scenariusze i przykłady defektów w pakowaniu i testowaniu półprzewodników w zapleczu
2. Wyzwania obrazowania
Kamery muszą łączyć wysoką czułość UV z dużą liczbą klatek na sekundę, aby sprostać wymaganiom szybkiego skanowania na liniach produkcyjnych. Konwencjonalne szybkie kamery przemysłowe zazwyczaj charakteryzują się ograniczoną odpowiedzią w paśmie UV, a ich wydajność kwantowa często spada poniżej 30%, co utrudnia uzyskanie wysokiego stosunku sygnału do szumu przy dużej liczbie klatek na sekundę.
3. Zalecany aparat

Rycina 1-2: Zalecenia dotyczące kamery UVA
Kamera Tucsen Libra UV Global Shutter Camera osiąga 48% wydajności kwantowej przy długości fali 365 nm, co plasuje ją w czołówce kamer UVA i zapewnia precyzyjne wykrywanie defektów. Dzięki wysokiej liczbie klatek na sekundę (152 kl./s) i globalnej migawce, zapewnia wyraźny obraz nawet na szybko poruszających się platformach produkcyjnych, spełniając wymagania wydajnościowe szybkich linii produkcyjnych.
ii) 266 nm: Inspekcja o wysokiej precyzji submikronowej
1. Tło aplikacji
Długość fali 266 nm należy do pasma UVC (100–280 nm), charakteryzującego się wyższą energią fotonów i krótszą długością fali, co umożliwia wykrywanie defektów submikronowych i zapewnia obrazowanie o wysokim kontraście. Typowe zastosowania obejmują inspekcję defektów w ciemnym polu wafla front-end, analizę grubości i jednorodności cienkich warstw oraz eksperymenty fotoluminescencyjne.

Rysunek 2-1: Inspekcja płytek półprzewodnikowych w ciemnym polu (bardzo słabe sygnały rozpraszania)
2. Wyzwania obrazowania
● Rozmiar defektów docelowych jest często mniejszy niż mikron, co skutkuje wyjątkowo słabymi sygnałami, które wymagają od kamery wysokiej wydajności kwantowej (>60%) i niskiego poziomu szumów.
● Ze względu na ograniczenia materiałów detektorowych na bazie krzemu, standardowe czujniki często nie zapewniają poziomu czułości wymaganego w przypadku profesjonalnych inspekcji.

Rysunek 2-2: Zalecenia dotyczące kamery UVC
Kamera Tucsen Gemini 8KTDI sCMOSNie tylko osiąga wysoką wydajność kwantową UV na poziomie 63,9% przy 266 nm, ale także jego funkcja TDI (Time Delay Integration) dodatkowo poprawia stosunek sygnału do szumu w obrazowaniu UV. Minimalizuje to tłumienie sygnału spowodowane absorpcją głębokiego promieniowania UV w powietrzu.
Dzięki pracy z wysoką częstotliwością (1 MHz przy 8K TDI), w połączeniu ze stabilną technologią chłodzenia Tucsen i precyzyjną korekcją DSNU/PRNU, kamera nie tylko tłumi zakłócenia szumu termicznego, ale także zapewnia bardziej jednorodne tło obrazu. Zapewnia to szybką i precyzyjną analizę defektów w fazie front-end.kontrola wad płytek.
iii) 193 nm: kluczowe węzły w procesach nano-poziomowych
1. Tło aplikacji
Długość fali 193 nm należy do pasma głębokiego ultrafioletu DUV (100–200 nm) i stanowi główne źródło światła w fotolitografii (laser excimerowy ArF). Odgrywa kluczową rolę w procesach z wykorzystaniem 20 nm i bardziej zaawansowanych węzłów. W fazie inspekcji długość fali 193 nm jest szeroko stosowana do wykrywania defektów maski i weryfikacji wzoru fotorezystu, ujawniając defekty submikronowe, a nawet nanometryczne, umożliwiając tym samym precyzyjne monitorowanie procesu.
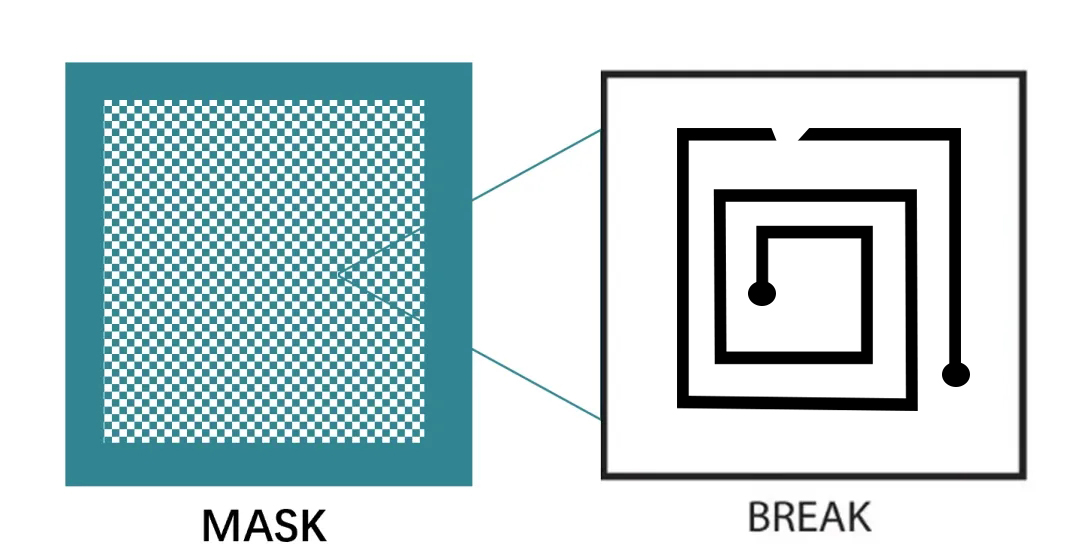
Rysunek 3-2: Przykładowe obrazy inspekcji defektów w ciemnym polu w półprzewodnikach
2. Wyzwania obrazowania
● Światło o długości fali 193 nm jest silnie absorbowane przez tlen i parę wodną w powietrzu, co prowadzi do znacznego tłumienia sygnału. Zastosowania wymagające dłuższych dróg optycznych mogą nawet wymagać środowiska próżni lub gazu obojętnego.
● Konwencjonalne detektory krzemowe mają ograniczoną reakcję na fotony o wysokiej energii, 193 nm. Zazwyczaj potrzebne są układy scalone z podświetleniem od tyłu (BSI), często uzupełnione specjalnymi procesami optymalizacji w celu zwiększenia wydajności kwantowej.
● Aby zapewnić wysoki stosunek sygnału do szumu przy słabym sygnale i stabilną, długotrwałą pracę, kamery muszą być wyposażone w głębokie chłodzenie i konstrukcję o niskim poziomie szumów.
3. Zalecany aparat

Rysunek 3-3: Zalecane kamery DUV/EUV
Wyzwania techniczne i rozwiązania dla obrazowania UV w półprzewodnikach
Wyzwania techniczne w obrazowaniu UV
1. Tłumienie sygnału
Światło ultrafioletowe, szczególnie o krótszych długościach fal, jest bardzo podatne na tłumienie podczas przechodzenia przez powietrze. Tłumienie to występuje z powodu absorpcji przez parę wodną i tlen w atmosferze, co osłabia sygnał i zmniejsza możliwości detekcji. W przypadku inspekcji półprzewodników, gdzie identyfikowane defekty często mają wielkość submikronową lub nanometryczną, ta utrata sygnału może drastycznie wpłynąć na dokładność obrazowania.
2. Czułość czujnika
Konwencjonalne czujniki krzemowe często mają trudności z zapewnieniem wystarczającej czułości dla wysokoenergetycznego światła UV, szczególnie o długościach fal takich jak 193 nm i 266 nm. W rezultacie zapotrzebowanie na specjalistyczne układy scalone z podświetleniem od tyłu (BSI) i zoptymalizowane układy optyczne staje się niezbędne. Bez tych udoskonaleń osiągnięcie wysokiej wydajności kwantowej i niskiego poziomu szumów w obrazowaniu UV jest praktycznie niemożliwe.
3. Hałas termiczny i środowiskowy
Ponieważ systemy obrazowania UV działają w warunkach słabego oświetlenia, nawet niewielkie zmiany otoczenia lub szum termiczny kamery mogą drastycznie obniżyć jakość rejestrowanych obrazów. Wysokiej klasy kamery UV muszą być wyposażone w zaawansowane systemy chłodzenia i niskoszumowe konstrukcje, aby zapewnić optymalną wydajność w środowiskach produkcji półprzewodników.
Rozwiązania pozwalające pokonywać wyzwania
● Środowiska próżniowe lub z gazem obojętnym
Aby przeciwdziałać tłumieniu sygnału spowodowanemu absorpcją atmosferyczną, procesy inspekcji półprzewodników z wykorzystaniem światła ultrafioletowego o długości fali takiej jak 193 nm są często przeprowadzane w próżni lub w środowisku gazu obojętnego. Minimalizuje to wpływ powietrza na jakość sygnału.
● Czujniki podświetlane od tyłu (BSI)
Czujniki BSI zostały zaprojektowane specjalnie w celu zwiększenia czułości kamer UV, umożliwiając im skuteczniejszą reakcję na światło UV o wyższej energii. Czujniki te pomagają zwiększyć wydajność kwantową i umożliwiają dokładniejsze obrazowanie defektów przy mniejszych długościach fal.
●Zaawansowane chłodzenie i konstrukcja o niskim poziomie hałasu
Aby zminimalizować szum termiczny, w wysokowydajnych kamerach UV zastosowano zaawansowane rozwiązania chłodzące (takie jak chłodzenie Peltiera). Zapewnia to stabilną i niezawodną, długotrwałą pracę przy jednoczesnym zachowaniu niskiego poziomu hałasu, co przekłada się na wysoką jakość obrazu.
Czynniki, które należy wziąć pod uwagę przy wyborze kamery UV
Wybór odpowiedniej kamery UV do inspekcji półprzewodników to coś więcej niż tylko wybór kamery o najwyższej rozdzielczości. Oto kilka kluczowych czynników, które należy wziąć pod uwagę:
1. Efektywność kwantowa (QE)
Wydajność kwantowa mierzy, jak skutecznie czujnik kamery przetwarza przychodzące fotony UV na użyteczne sygnały elektryczne. Wyższa sprawność kwantowa oznacza lepszą czułość i przechwytywanie sygnału, co jest szczególnie istotne w przypadku inspekcji półprzewodników, gdzie defekty często mają wielkość submikronową lub nanometryczną.
2. Wydajność hałasu
Szum, zarówno termiczny, jak i elektroniczny, może zakłócać proces obrazowania, zwłaszcza w przypadku słabych sygnałów UV. Wybór kamery UV o niskim poziomie szumów ma kluczowe znaczenie dla uzyskania wyraźnych, wysokiej jakości obrazów, które dokładnie odzwierciedlają defekty.
3. Zakres długości fali
Różne długości fal lepiej sprawdzają się w przypadku różnych typów defektów i zastosowań. Kamery o określonych długościach fal (365 nm, 266 nm, 193 nm) należy dobierać w oparciu o docelowy proces półprzewodnikowy. Zrozumienie interakcji długości fali z badanym materiałem pomaga zmaksymalizować skuteczność wykrywania defektów.
4. Systemy chłodzenia
W przypadku kamer UV o wysokiej wydajności, zwłaszcza tych wykorzystywanych w środowiskach przemysłowych, zaawansowane układy chłodzenia mają kluczowe znaczenie dla redukcji szumów termicznych i zapewnienia stabilnej pracy podczas długich okresów użytkowania.
5. Częstotliwość klatek
Szybkie linie produkcyjne półprzewodników wymagają dużej liczby klatek na sekundę, aby wychwycić szybko przemieszczające się defekty. Wybór kamery UV o optymalnej liczbie klatek na sekundę (np. 152 kl./s przy 365 nm) gwarantuje, że kamera będzie w stanie sprostać szybkim cyklom inspekcji bez utraty jakości obrazu.
6. Integracja z istniejącym sprzętem
Kamera UV musi bezproblemowo integrować się z istniejącymi systemami kontroli i produkcji półprzewodników. Należy wziąć pod uwagę takie czynniki, jak przepustowość interfejsu danych, możliwości synchronizacji z urządzeniami nadrzędnymi i podrzędnymi oraz kompatybilność z obecnymi systemami optycznymi.
Porównanie technologii obrazowania UV z innymi technikami
Obrazowanie UV oferuje szereg zalet w porównaniu z tradycyjnymi metodami inspekcji, ale niesie ze sobą również szereg wyzwań. Oto porównanie z innymi popularnymi technologiami:
1. Obrazowanie UV a inspekcja optyczna
Optyczne metody inspekcji często opierają się na świetle widzialnym, które jest ograniczone przez dyfrakcję, co czyni je nieodpowiednimi do wykrywania defektów submikronowych i nanometrycznych. Z kolei obrazowanie UV oferuje krótsze fale, co zapewnia wyższą rozdzielczość i możliwość identyfikacji mniejszych defektów z większą precyzją.
2. Obrazowanie UV kontra mikroskopia elektronowa (EM)
Chociaż mikroskopia elektronowa oferuje bardzo szczegółowe obrazy, jest zazwyczaj wolniejsza i droższa. Obrazowanie w ultrafiolecie (UV) stanowi szybsze i bardziej ekonomiczne rozwiązanie dla szybkich linii produkcyjnych, oferując jednocześnie odpowiednią rozdzielczość dla większości defektów półprzewodników.
3. Obrazowanie UV a kontrola rentgenowska
Badanie rentgenowskie jest przydatne do identyfikacji defektów wewnętrznych, ale ma ograniczone możliwości wykrywania anomalii powierzchniowych, zwłaszcza w przypadku cienkich warstw lub materiałów, które nie oddziałują skutecznie z promieniowaniem rentgenowskim. Obrazowanie UV doskonale sprawdza się w wykrywaniu defektów powierzchniowych i jest bardziej odpowiednie do monitorowania procesów półprzewodnikowych, np. kontroli masek.
Podsumowanie strategii wyboru kamery UV
Od UVA do EUV, wraz ze skracaniem się długości fali UV, wzrasta trudność inspekcji, a także rosną wymagania dotyczące wydajności stawiane kamerom. Kamery muszą charakteryzować się wyższą wydajnością kwantową (QE), niższym poziomem szumów i doskonałą stabilnością systemu, aby zapewnić wyraźny i niezawodny obraz nawet w warunkach skrajnie słabego sygnału. Jako jeden z niewielu dostawców w Chinach oferujących rozwiązania kamer UV obejmujące pełen zakres od UVA do EUV, Tucsen oferuje produkty o wysokiej niezawodności i gwarancje wydajności na różnych etapach inspekcji.
W produkcji i kontroli półprzewodników, dobór kamery musi nie tylko odpowiadać długości fali UV, ale także uwzględniać takie czynniki, jak systemy optyczne, odpowiedź widmowa, prędkość skanowania platformy, przepustowość interfejsu danych oraz synchronizacja z urządzeniami nadrzędnymi i odbiorczymi. Jeśli planujesz wdrożyć rozwiązania obrazowania UV w swoim systemie, skontaktuj się z nami. Nasz zespół techniczny zapewni pełne wsparcie techniczne, od wyboru kamery po wdrożenie systemu, dostosowane do potrzeb Twojej aplikacji.
Tucsen Photonics Co., Ltd. Wszelkie prawa zastrzeżone. Przy cytowaniu prosimy o podanie źródła:www.tucsen.com








