
 2025/10/17
2025/10/17Halvledare representerar de mest precisa tekniska framstegen inom modern industri. I takt med att processnoder utvecklas från 7 nm och 5 nm mot 3 nm och bortom, har de fysiska begränsningarna i Moores lag pressat optisk inspektionsnoggrannhet till exempellösa utmaningar.
Ultraviolett (UV) teknik – tack vare sina kortare våglängder, högre fotonenergi och unika optiska egenskaper – har blivit en kärnlösning för att övervinna dessa precisionsbegränsningar ihalvledarinspektionTrots UV-ljuskällornas höga ljusstyrka förblir den effektiva fotonsignalen som når detektorn extremt svag efter optisk transmission och provspridning. Utan mycket känsliga avbildningsmetoder skulle många defekter på submikron- och till och med nanometerskala vara nästan omöjliga att identifiera med noggrannhet.
Det är därför högkänsliga UV-kameror fungerar som den kritiska länken mellan ljuskällan och inspektionsresultaten. De avgör inte bara om ultrasvaga signaler kan fångas upp, utan påverkar också direkt inspektionens noggrannhet och effektivitet. I den här artikeln kommer vi systematiskt att analysera tillämpningsegenskaperna och avbildningsutmaningarna för olika UV-våglängdsband vid halvledarinspektion. Verkliga fall kommer att inkluderas för att hjälpa dig att välja den mest lämpliga UV-kameran för olika inspektionsscenarier.
Fallstudier eller verkliga tillämpningar
i) 365 nm: Höghastighetsinspektion på mikronnivå
1. Bakgrund till applikationen
Våglängden 365 nm ligger inom UVA-bandet (315–400 nm). Dess kortare våglängd jämfört med synligt ljus möjliggör en mindre diffraktionsgräns och högre upplösning. Till skillnad från djup UV är 365 nm ljuskällor och optiska komponenter mer mogna, kostnadseffektiva och ändamålsenliga. Av denna anledning används 365 nm i stor utsträckning inom backend-halvledarkapsling och testning för inspektion av stora ytor och snabb screening av defekter på mikronnivå.
Figur 1-1: Typiska scenarier och exempel på defekter vid kapsling och testning av backend-halvledare
2. Utmaningar med bildbehandling
Kameror måste kombinera hög UV-känslighet med snabba bildhastigheter för att möta kraven för höghastighetsskanning i produktionslinjer. Konventionella höghastighetsindustriella kameror har vanligtvis begränsad respons i UV-bandet, med en kvanteffektivitet ofta under 30 %, vilket gör det svårt att uppnå hög signal-brus-bildförhållande vid höga bildhastigheter.
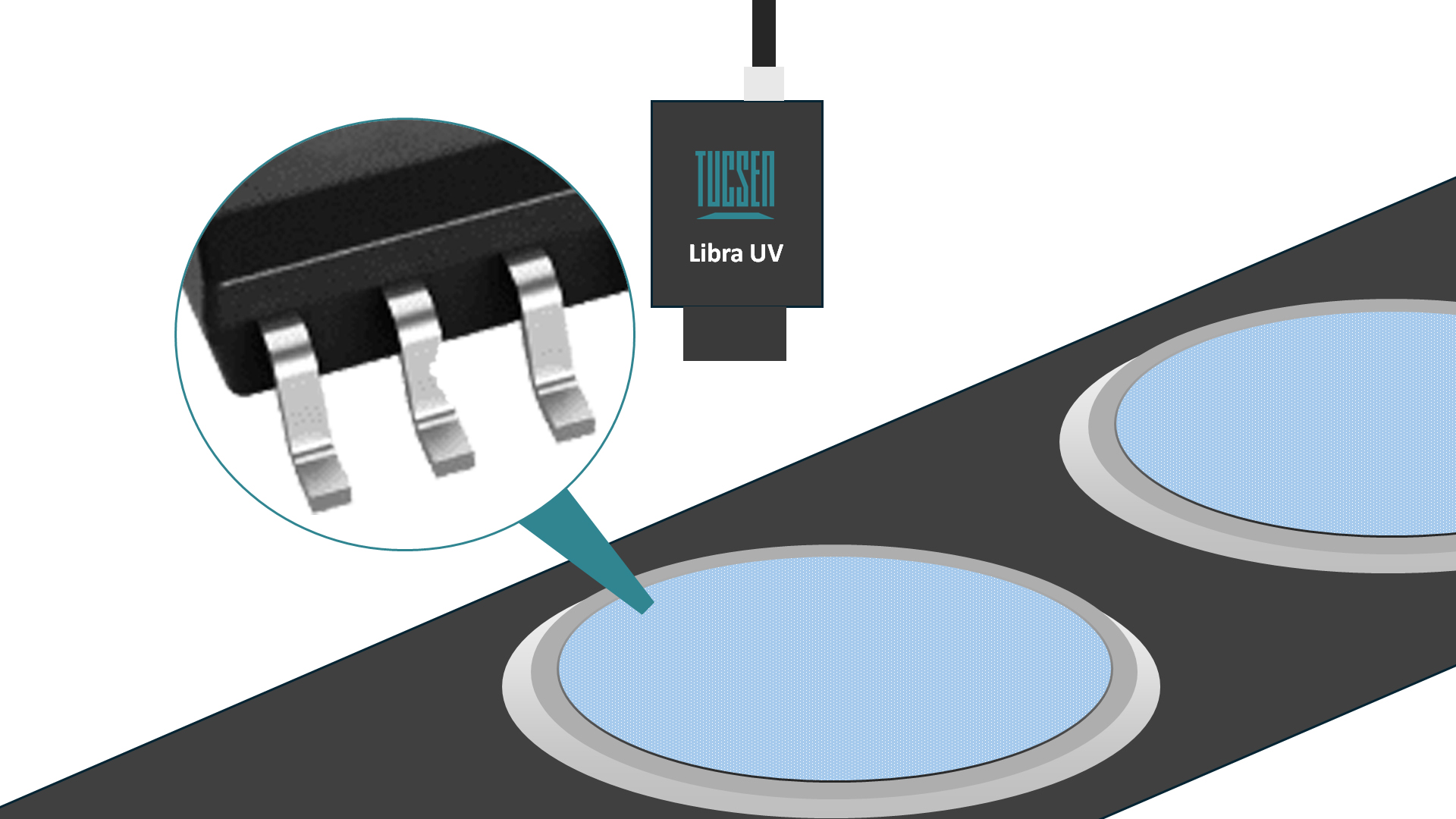
3. Rekommenderad kamera

Figur 1-2: Rekommendation för UVA-kamera
Tucsen Libra UV Global Shutter-kameran uppnår 48 % kvanteffektivitet vid 365 nm – vilket placerar den bland de bästa inom UVA-kameror och säkerställer noggrann defektdetektering. Med en hög bildfrekvens på 152 fps och en global slutare levererar den tydliga bilder även på snabbrörliga produktionsplattformar och uppfyller effektivitetskraven för höghastighetstillverkningslinjer.
ii) 266 nm: Submikron högprecisionsinspektion
1. Bakgrund till applikationen
Våglängden 266 nm tillhör UVC-bandet (100–280 nm), med högre fotonenergi och kortare våglängd, vilket möjliggör detektion av defekter på submikronnivå och ger högkontrastsavbildning. Typiska tillämpningar inkluderar inspektion av mörkfältsdefekter på front-end wafers, analys av tunnfilmstjocklek och enhetlighet samt fotoluminescensexperiment.

Figur 2-1: Mörkfältsinspektion av halvledarskivor (extremt svaga spridningssignaler)
2. Utmaningar med bildbehandling
● Måldefekterna är ofta submikronstora, vilket resulterar i extremt svaga signaler som kräver att kameran har hög kvanteffektivitet (>60 %) och låg brusprestanda.
● På grund av begränsningar i kiselbaserade detektormaterial når standardsensorer ofta inte upp till den känslighetsnivå som krävs för professionella inspektioner.

Figur 2-2: Rekommendation för UVC-kamera
Tucsen Gemini 8KTDI sCMOS-kamerauppnår inte bara en hög UV-kvantverkningsgrad på 63,9 % vid 266 nm, utan dess TDI-funktion (Time Delay Integration) förbättrar ytterligare signal-brusförhållandet vid UV-avbildning. Detta minimerar signaldämpning orsakad av absorptionen av djupt UV-ljus i luften.
Med högfrekvent drift (1 MHz vid 8K TDI), i kombination med Tucsens stabila kylteknik och högprecisions-DSNU/PRNU-korrigering, undertrycker kameran inte bara termiska brusstörningar utan ger också en mer enhetlig bildbakgrund. Detta säkerställer höghastighets- och högprecisionsdefektanalys för frontend-data.inspektion av waferdefekter.
iii) 193 nm: Viktiga noder i nanonivåprocesser
1. Bakgrund till applikationen
Våglängden 193 nm är en del av DUV (100–200 nm) djupa ultravioletta bandet och fungerar som den centrala ljuskällan inom fotolitografi (ArF-excimerlaser). Den spelar en avgörande roll i processer vid 20 nm och mer avancerade noder. I inspektionsfasen används 193 nm i stor utsträckning för detektering av maskdefekter och verifiering av fotoresistmönster, vilket avslöjar defekter på submikron- och till och med nanonivå, vilket möjliggör högprecisionsprocessövervakning.
Figur 3-2: Exempelbilder av mörkfältsdefektinspektion i halvledare
2. Utmaningar med bildbehandling
● 193 nm ljus absorberas starkt av syre och vattenånga i luften, vilket leder till betydande signaldämpning. Tillämpningar som kräver längre optiska vägar kan till och med kräva en vakuum- eller inert gasmiljö.
● Konventionella kiselbaserade detektorer har begränsad respons på högenergifotoner på 193 nm. Vanligtvis behövs bakbelysta (BSI) chips, ofta åtföljda av speciella optimeringsprocesser för att förbättra kvanteffektiviteten.
● För att säkerställa bildkvalitet med högt signal-brusförhållande under svaga signalförhållanden och stabil långsiktig drift måste kameror ha djupkylning och en lågbrusdesign.
3. Rekommenderad kamera

Figur 3-3: Rekommenderade DUV/EUV-kameror
Tekniska utmaningar och lösningar för UV-avbildning i halvledare
Tekniska utmaningar inom UV-avbildning
1. Signaldämpning
UV-ljus, särskilt vid kortare våglängder, är mycket känsligt för dämpning när det passerar genom luften. Denna dämpning sker på grund av absorption av vattenånga och syre i atmosfären, vilket försvagar signalen och minskar detektionsmöjligheterna. Vid halvledarinspektion, där defekterna som identifieras ofta är submikron- eller nanoskaliga, kan denna signalförlust drastiskt påverka bildnoggrannheten.
2. Sensorkänslighet
Konventionella kiselbaserade sensorer kämpar ofta för att ge tillräcklig känslighet för högenergiskt UV-ljus, särskilt vid våglängder som 193 nm och 266 nm. Som ett resultat blir behovet av specialiserade bakbelysta (BSI) chips och optimerade optiska system avgörande. Utan dessa framsteg är det nästan omöjligt att uppnå hög kvanteffektivitet och lågt brus vid UV-avbildning.
3. Termiskt och miljömässigt buller
Eftersom UV-avbildningssystem arbetar under svaga ljusförhållanden kan även små miljöförändringar eller termiskt brus från kameran drastiskt minska kvaliteten på de tagna bilderna. Avancerade UV-kameror måste ha avancerade kylsystem och lågbrusdesign för att säkerställa optimal prestanda i halvledarproduktionsmiljöer.
Lösningar för att övervinna utmaningar
● Vakuum- eller inertgasmiljöer
För att motverka signaldämpning från atmosfärisk absorption utförs halvledarinspektionsprocesser som använder UV-ljus vid våglängder som 193 nm ofta i vakuum- eller inertgasmiljöer. Detta minimerar luftens påverkan på signalkvaliteten.
● Bakgrundsbelysta sensorer (BSI)
BSI-sensorer är specifikt utformade för att förbättra känsligheten hos UV-kameror, vilket gör att de kan reagera mer effektivt på UV-ljus med högre energi. Dessa sensorer hjälper till att förbättra kvanteffektiviteten och möjliggöra mer exakt avbildning av defekter vid kortare våglängder.
●Avancerad kylning och ljudsvaga designer
För att minska termiskt brus integreras avancerade kyllösningar (som Peltier-kylning) i högpresterande UV-kameror. Detta säkerställer stabil och pålitlig långsiktig drift samtidigt som en låg brusnivå bibehålls för högkvalitativ bildkvalitet.
Faktorer att tänka på när du väljer en UV-kamera
Att välja rätt UV-kamera för halvledarinspektion innebär mer än att bara välja den med högst upplösning. Här är några viktiga faktorer att tänka på:
1. Kvanteffektivitet (QE)
Kvanteffektivitet mäter hur effektivt en kamerasensor omvandlar inkommande UV-fotoner till användbara elektriska signaler. En högre kvantitetseffektivitet innebär bättre känslighet och signalupptagning, vilket är särskilt viktigt vid halvledarinspektioner där defekter ofta är submikron- eller nanoskaliga.
2. Bullerprestanda
Brus, både termiskt och elektroniskt, kan störa bildprocessen, särskilt vid hantering av svaga UV-signaler. Att välja en UV-kamera med lågt brus är avgörande för att uppnå tydliga bilder av hög kvalitet som korrekt återger defekter.
3. Våglängdsområde
Olika våglängder är bättre lämpade för olika typer av defekter och tillämpningar. Kameror med specifika våglängdskapaciteter (365 nm, 266 nm, 193 nm) bör väljas baserat på den aktuella halvledarprocessen. Att förstå våglängdens interaktion med materialet som inspekteras hjälper till att maximera defektdetekteringen.
4. Kylsystem
I högpresterande UV-kameror, särskilt de som används i industriella miljöer, är avancerade kylsystem avgörande för att minska termiskt brus och säkerställa stabil drift under långa användningsperioder.
5. Bildfrekvens
Höghastighetstillverkningslinjer för halvledarproduktion kräver höga bildhastigheter för att fånga defekter som rör sig snabbt. Att välja en UV-kamera med optimal bildhastighet (t.ex. 152 fps vid 365 nm) säkerställer att kameran kan hålla jämna steg med snabba inspektionscykler utan att offra bildkvaliteten.
6. Integrering med befintlig utrustning
En UV-kamera måste integreras sömlöst med befintliga system för halvledarinspektion och tillverkning. Faktorer som datagränssnittsbandbredd, synkroniseringsmöjligheter med uppströms- och nedströmsutrustning samt kompatibilitet med nuvarande optiska system måste beaktas.
Jämförelse av UV-avbildningstekniker kontra andra tekniker
UV-avbildning ger flera fördelar jämfört med traditionella inspektionsmetoder, men det kommer också med sina egna utmaningar. Här är en jämförelse med andra vanliga tekniker:
1. UV-avbildning kontra optisk inspektion
Optiska inspektionsmetoder förlitar sig ofta på synligt ljus, vilket begränsas av diffraktion, vilket gör dem olämpliga för att detektera defekter på submikron- och nanonivå. UV-avbildning, å andra sidan, erbjuder kortare våglängder, vilket möjliggör högre upplösning och möjligheten att identifiera mindre defekter med större precision.
2. UV-avbildning kontra elektronmikroskopi (EM)
Även om elektronmikroskopi ger mycket detaljerade bilder är det vanligtvis långsammare och dyrare. UV-avbildning ger en snabbare och mer kostnadseffektiv lösning för höghastighetsproduktionslinjer, samtidigt som den fortfarande erbjuder tillräcklig upplösning för de flesta halvledarfel.
3. UV-avbildning kontra röntgeninspektion
Röntgeninspektion är användbar för att identifiera interna defekter men är begränsad när det gäller att upptäcka ytanomalier, särskilt på tunna lager eller material som inte effektivt interagerar med röntgenstrålar. UV-avbildning utmärker sig vid detektering av ytdefekter och är mer lämpad för övervakning av halvledarprocesser, såsom maskinspektion.
Sammanfattning av strategi för val av UV-kamera
Från UVA till EUV, i takt med att UV-våglängden förkortas, ökar inspektionssvårigheten, tillsammans med de högre prestandakraven som ställs på kameror. Kameror måste ha högre kvanteffektivitet (QE), lägre brusnivåer och överlägsen systemstabilitet för att bibehålla tydlig och tillförlitlig bildkvalitet under extremt svaga signalförhållanden. Som en av få leverantörer i Kina som erbjuder UV-kameralösningar som täcker hela spektrumet från UVA till EUV, kan Tucsen matcha dig med högtillförlitliga produkter och prestandagarantier för olika inspektionssteg.
Inom halvledartillverkning och inspektion måste kameravalet inte bara matcha UV-våglängden utan också beakta faktorer som optiska system, spektralrespons, plattformsskanningshastighet, datagränssnittsbandbredd och synkronisering med uppströms- och nedströmsutrustning. Om du planerar att driftsätta UV-avbildningslösningar i ditt utrustningssystem är du välkommen att kontakta oss. Vårt tekniska team ger dig komplett teknisk support, från kameraval till systemimplementering, skräddarsytt efter dina applikationsbehov.
Tucsen Photonics Co., Ltd. Med ensamrätt. Vänligen ange källan vid citering:www.tucsen.com








