
 17.10.2025
17.10.2025Halbleiter stellen die präzisesten technologischen Errungenschaften der modernen Industrie dar. Mit dem Fortschritt der Strukturgrößen von 7 nm und 5 nm hin zu 3 nm und darunter haben die physikalischen Grenzen des Mooreschen Gesetzes die Genauigkeit optischer Inspektionen vor beispiellose Herausforderungen gestellt.
Die Ultraviolett-(UV-)Technologie hat sich dank ihrer kürzeren Wellenlängen, höheren Photonenenergie und einzigartigen optischen Eigenschaften zu einer zentralen Lösung für die Überwindung dieser Präzisionsgrenzen entwickelt.HalbleiterinspektionTrotz der hohen Helligkeit von UV-Lichtquellen bleibt das effektive Photonensignal, das den Detektor erreicht, nach optischer Transmission und Streuung an der Probe extrem schwach. Ohne hochempfindliche Bildgebungsverfahren wären viele Defekte im Submikrometer- und sogar Nanometerbereich kaum präzise zu identifizieren.
Aus diesem Grund bilden hochempfindliche UV-Kameras das entscheidende Bindeglied zwischen Lichtquelle und Prüfergebnis. Sie bestimmen nicht nur, ob selbst extrem schwache Signale erfasst werden können, sondern beeinflussen auch direkt die Prüfgenauigkeit und -effizienz. In diesem Artikel analysieren wir systematisch die Anwendungsmerkmale und Herausforderungen der Bildgebung verschiedener UV-Wellenlängenbereiche bei der Halbleiterprüfung. Anhand von Praxisbeispielen helfen wir Ihnen, die optimale UV-Kamera für unterschiedliche Prüfszenarien auszuwählen.
Fallstudien oder Anwendungen aus der Praxis
i) 365 nm: Hochgeschwindigkeitsinspektion im Mikrometerbereich
1. Anwendungshintergrund
Die Wellenlänge von 365 nm liegt im UVA-Bereich (315–400 nm). Ihre kürzere Wellenlänge im Vergleich zu sichtbarem Licht ermöglicht eine geringere Beugungsgrenze und eine höhere Auflösung. Im Gegensatz zu tiefem UV-Licht sind 365-nm-Lichtquellen und optische Komponenten ausgereifter, kostengünstiger und effizienter. Daher wird 365 nm häufig in der Halbleiterfertigung und -prüfung zur großflächigen Inspektion und zum schnellen Screening von Defekten im Mikrometerbereich eingesetzt.
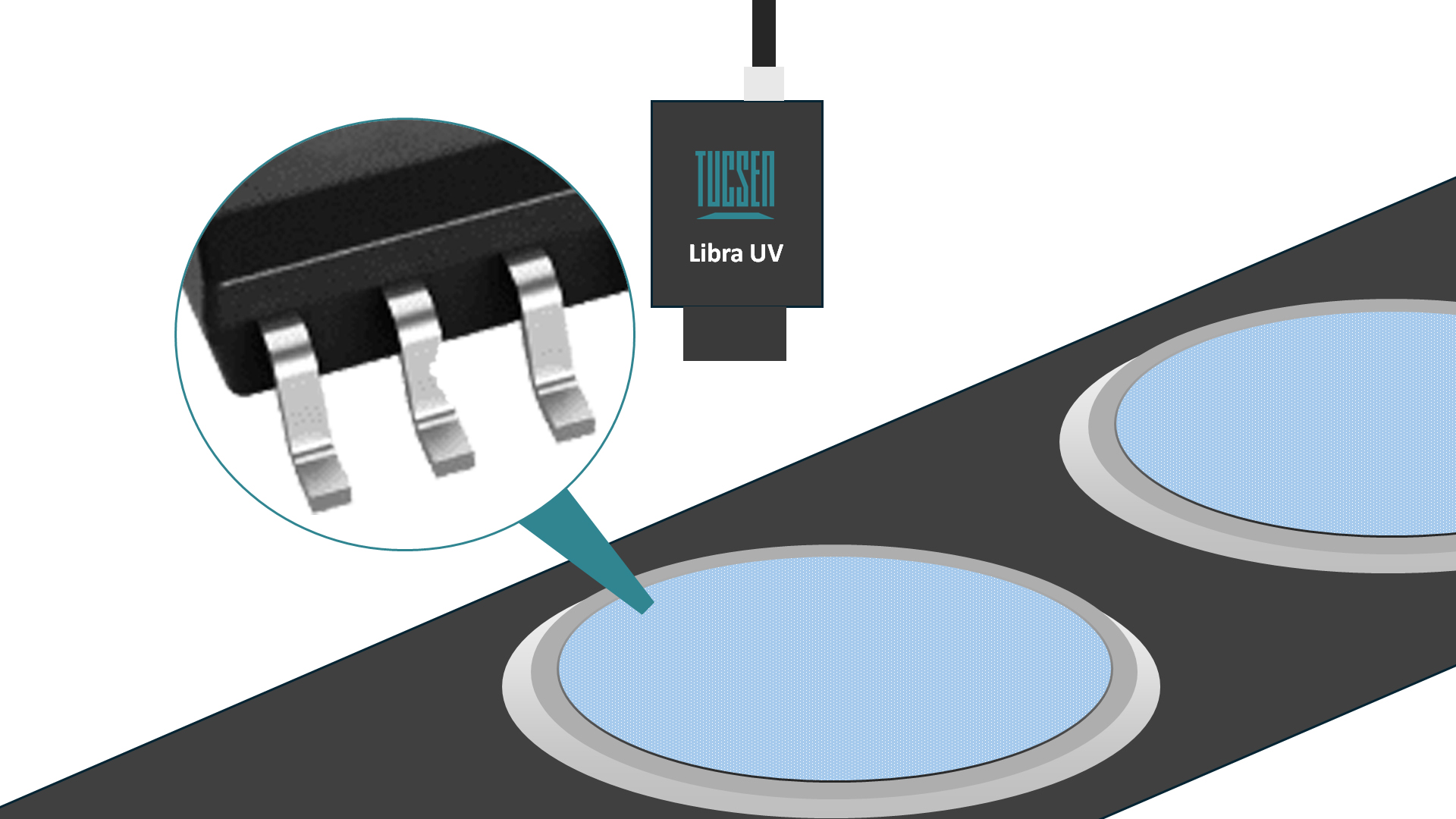
Abbildung 1-1: Typische Szenarien und Fehlerbeispiele bei der Backend-Halbleiterverpackung und -prüfung
2. Herausforderungen bei der Bildgebung
Kameras müssen eine hohe UV-Empfindlichkeit mit schnellen Bildraten kombinieren, um den Anforderungen des Hochgeschwindigkeitsscannens in Produktionslinien gerecht zu werden. Herkömmliche industrielle Hochgeschwindigkeitskameras weisen typischerweise eine begrenzte Empfindlichkeit im UV-Bereich auf, mit einer Quanteneffizienz von oft unter 30 %, was es schwierig macht, bei hohen Bildraten ein hohes Signal-Rausch-Verhältnis zu erzielen.
3. Empfohlene Kamera

Abbildung 1-2: Empfehlung für eine UVA-Kamera
Die Tucsen Libra UV-Global-Shutter-Kamera erreicht eine Quanteneffizienz von 48 % bei 365 nm und zählt damit zu den leistungsstärksten UVA-Kameras. Sie gewährleistet eine präzise Fehlererkennung. Dank einer hohen Bildrate von 152 Bildern pro Sekunde und des Global Shutters liefert sie selbst auf schnelllebigen Produktionsplattformen klare Bilder und erfüllt so die Effizienzanforderungen von Hochgeschwindigkeits-Fertigungslinien.
ii) 266 nm: Hochpräzisionsinspektion im Submikrometerbereich
1. Anwendungshintergrund
Die Wellenlänge von 266 nm gehört zum UVC-Bereich (100–280 nm) und ermöglicht durch höhere Photonenenergie und kürzere Wellenlänge die Detektion von Submikrometer-Defekten sowie kontrastreiche Bildgebung. Typische Anwendungen umfassen die Dunkelfeldinspektion von Wafern im Front-End-Bereich, die Analyse der Dünnschichtdicke und -homogenität sowie Photolumineszenz-Experimente.

Abbildung 2-1: Dunkelfeldinspektion von Halbleiterwafern (extrem schwache Streusignale)
2. Herausforderungen bei der Bildgebung
● Die Zieldefekte sind oft im Submikrometerbereich, was zu extrem schwachen Signalen führt, die eine hohe Quanteneffizienz (>60%) und ein geringes Rauschverhalten der Kamera erfordern.
● Aufgrund von Einschränkungen bei Detektormaterialien auf Siliziumbasis erreichen Standardsensoren oft nicht die für professionelle Inspektionen erforderliche Empfindlichkeit.

Abbildung 2-2: Empfehlung für eine UVC-Kamera
Tucsen Gemini 8KTDI sCMOS-KameraEs erreicht nicht nur eine hohe UV-Quanteneffizienz von 63,9 % bei 266 nm, sondern seine TDI-Funktion (Time Delay Integration) verbessert zusätzlich das Signal-Rausch-Verhältnis der UV-Bildgebung. Dadurch wird die Signalabschwächung durch die Absorption von tiefem UV-Licht in der Luft minimiert.
Durch den Hochfrequenzbetrieb (1 MHz bei 8K TDI) in Verbindung mit Tucsens stabiler Kühltechnologie und der hochpräzisen DSNU/PRNU-Korrektur unterdrückt die Kamera nicht nur thermische Störungen, sondern liefert auch einen gleichmäßigeren Bildhintergrund. Dies gewährleistet eine schnelle und hochpräzise Fehleranalyse für die Frontend-Verarbeitung.Wafer-Defektprüfung.
iii) 193 nm: Schlüsselknotenpunkte in Nanoprozessen
1. Anwendungshintergrund
Die Wellenlänge von 193 nm gehört zum tiefen ultravioletten Spektralbereich (DUV, 100–200 nm) und dient als zentrale Lichtquelle in der Fotolithografie (ArF-Excimerlaser). Sie spielt eine entscheidende Rolle bei Prozessen mit Strukturgrößen ab 20 nm. In der Inspektionsphase wird 193 nm häufig zur Erkennung von Maskenfehlern und zur Überprüfung von Fotolackstrukturen eingesetzt. Dadurch werden Defekte im Submikrometer- und sogar Nanometerbereich sichtbar gemacht, was eine hochpräzise Prozessüberwachung ermöglicht.
Abbildung 3-2: Beispielbilder der Dunkelfeld-Fehlerprüfung in Halbleitern
2. Herausforderungen bei der Bildgebung
● Licht mit einer Wellenlänge von 193 nm wird von Sauerstoff und Wasserdampf in der Luft stark absorbiert, was zu einer erheblichen Signaldämpfung führt. Anwendungen, die längere optische Wege erfordern, können sogar ein Vakuum oder eine Inertgasatmosphäre notwendig machen.
● Herkömmliche Siliziumdetektoren weisen eine begrenzte Empfindlichkeit gegenüber hochenergetischen Photonen mit einer Wellenlänge von 193 nm auf. Typischerweise werden rückseitig belichtete (BSI) Chips benötigt, die häufig mit speziellen Optimierungsverfahren zur Steigerung der Quanteneffizienz einhergehen.
● Um eine hohe Bildqualität mit hohem Signal-Rausch-Verhältnis auch bei schwachen Signalen und einen stabilen Langzeitbetrieb zu gewährleisten, müssen die Kameras über eine tiefe Kühlung und ein rauscharmes Design verfügen.
3. Empfohlene Kamera

Abbildung 3-3: Empfohlene DUV/EUV-Kameras
Technische Herausforderungen und Lösungen für die UV-Bildgebung in Halbleitern
Technische Herausforderungen bei der UV-Bildgebung
1. Signaldämpfung
UV-Licht, insbesondere bei kürzeren Wellenlängen, unterliegt beim Durchgang durch die Luft einer starken Dämpfung. Diese Dämpfung entsteht durch die Absorption durch Wasserdampf und Sauerstoff in der Atmosphäre, wodurch das Signal geschwächt und die Detektionsfähigkeit reduziert wird. Bei der Halbleiterinspektion, wo die zu identifizierenden Defekte oft im Submikrometer- oder Nanometerbereich liegen, kann dieser Signalverlust die Bildgenauigkeit drastisch beeinträchtigen.
2. Sensorempfindlichkeit
Herkömmliche Sensoren auf Siliziumbasis stoßen oft an ihre Grenzen, wenn es um die Empfindlichkeit gegenüber hochenergetischem UV-Licht geht, insbesondere bei Wellenlängen wie 193 nm und 266 nm. Daher sind spezielle rückseitig belichtete (BSI) Chips und optimierte optische Systeme unerlässlich. Ohne diese Fortschritte ist es nahezu unmöglich, eine hohe Quanteneffizienz und ein geringes Rauschen in der UV-Bildgebung zu erzielen.
3. Thermischer und Umgebungslärm
Da UV-Bildgebungssysteme bei schwachem Licht arbeiten, können bereits geringfügige Umgebungsveränderungen oder thermisches Rauschen der Kamera die Qualität der aufgenommenen Bilder drastisch reduzieren. Hochwertige UV-Kameras müssen daher über fortschrittliche Kühlsysteme und rauscharme Konstruktionen verfügen, um in der Halbleiterproduktion optimale Leistung zu gewährleisten.
Lösungen zur Bewältigung von Herausforderungen
● Vakuum- oder Inertgasumgebungen
Um die Signalabschwächung durch atmosphärische Absorption zu kompensieren, werden Halbleiterinspektionsprozesse mit UV-Licht bei Wellenlängen wie 193 nm häufig im Vakuum oder unter Inertgasatmosphäre durchgeführt. Dadurch wird der Einfluss der Luft auf die Signalqualität minimiert.
● Rückseitig beleuchtete Sensoren (BSI)
BSI-Sensoren wurden speziell entwickelt, um die Empfindlichkeit von UV-Kameras zu erhöhen und so eine effektivere Reaktion auf hochenergetisches UV-Licht zu ermöglichen. Diese Sensoren tragen zur Verbesserung der Quanteneffizienz bei und ermöglichen eine präzisere Abbildung von Defekten bei kürzeren Wellenlängen.
●Fortschrittliche Kühlung und geräuscharmes Design
Um thermisches Rauschen zu minimieren, werden in Hochleistungs-UV-Kameras fortschrittliche Kühllösungen (wie Peltier-Kühlung) integriert. Dies gewährleistet einen stabilen und zuverlässigen Langzeitbetrieb bei gleichzeitig niedrigem Rauschpegel für qualitativ hochwertige Bilder.
Faktoren, die bei der Auswahl einer UV-Kamera zu berücksichtigen sind
Die Auswahl der richtigen UV-Kamera für die Halbleiterinspektion erfordert mehr als nur die Wahl der Kamera mit der höchsten Auflösung. Hier sind einige wichtige Faktoren, die zu berücksichtigen sind:
1. Quanteneffizienz (QE)
Die Quanteneffizienz (QE) misst, wie effektiv ein Kamerasensor einfallende UV-Photonen in nutzbare elektrische Signale umwandelt. Eine höhere QE bedeutet bessere Empfindlichkeit und Signalerfassung, was insbesondere bei der Halbleiterprüfung entscheidend ist, da Defekte dort oft im Submikrometer- oder Nanometerbereich liegen.
2. Geräuschverhalten
Rauschen, sowohl thermisches als auch elektronisches, kann den Bildgebungsprozess beeinträchtigen, insbesondere bei schwachen UV-Signalen. Die Wahl einer rauscharmen UV-Kamera ist daher entscheidend für klare, qualitativ hochwertige Bilder, die Defekte präzise darstellen.
3. Wellenlängenbereich
Unterschiedliche Wellenlängen eignen sich besser für verschiedene Defekttypen und Anwendungen. Kameras mit spezifischen Wellenlängen (365 nm, 266 nm, 193 nm) sollten entsprechend dem jeweiligen Halbleiterprozess ausgewählt werden. Das Verständnis der Wechselwirkung der Wellenlänge mit dem zu untersuchenden Material trägt maßgeblich zur Optimierung der Defekterkennung bei.
4. Kühlsysteme
Bei Hochleistungs-UV-Kameras, insbesondere solchen, die in industriellen Umgebungen eingesetzt werden, sind fortschrittliche Kühlsysteme unerlässlich, um thermisches Rauschen zu reduzieren und einen stabilen Betrieb über lange Nutzungszeiten zu gewährleisten.
5. Bildrate
Hochgeschwindigkeits-Halbleiterfertigungslinien erfordern hohe Bildraten, um sich schnell bewegende Defekte zu erfassen. Die Wahl einer UV-Kamera mit optimaler Bildrate (z. B. 152 Bilder pro Sekunde bei 365 nm) gewährleistet, dass die Kamera mit schnellen Inspektionszyklen Schritt halten kann, ohne die Bildqualität zu beeinträchtigen.
6. Integration mit bestehender Ausrüstung
Eine UV-Kamera muss sich nahtlos in bestehende Halbleiterinspektions- und Fertigungssysteme integrieren lassen. Dabei sind Faktoren wie Datenschnittstellenbandbreite, Synchronisierungsmöglichkeiten mit vorgelagerten und nachgelagerten Geräten sowie Kompatibilität mit aktuellen optischen Systemen zu berücksichtigen.
Vergleich von UV-Bildgebungstechnologien mit anderen Verfahren
Die UV-Bildgebung bietet gegenüber herkömmlichen Inspektionsmethoden mehrere Vorteile, bringt aber auch eigene Herausforderungen mit sich. Hier ein Vergleich mit anderen gängigen Technologien:
1. UV-Bildgebung vs. Optische Inspektion
Optische Inspektionsverfahren basieren häufig auf sichtbarem Licht, dessen Empfindlichkeit durch Beugung begrenzt ist, wodurch sie sich nicht zur Erkennung von Defekten im Submikrometer- und Nanometerbereich eignen. UV-Bildgebung hingegen bietet kürzere Wellenlängen, was eine höhere Auflösung und die präzisere Identifizierung kleinerer Defekte ermöglicht.
2. UV-Bildgebung vs. Elektronenmikroskopie (EM)
Die Elektronenmikroskopie liefert zwar hochdetaillierte Bilder, ist aber in der Regel langsamer und teurer. UV-Bildgebung bietet eine schnellere und kostengünstigere Lösung für Hochgeschwindigkeits-Produktionslinien und liefert dennoch eine ausreichende Auflösung für die meisten Halbleiterdefekte.
3. UV-Bildgebung vs. Röntgeninspektion
Die Röntgenprüfung eignet sich gut zur Identifizierung innerer Defekte, ist jedoch bei der Erkennung von Oberflächenanomalien, insbesondere bei dünnen Schichten oder Materialien, die nicht effektiv mit Röntgenstrahlen interagieren, nur bedingt geeignet. Die UV-Bildgebung ist hervorragend für die Erkennung von Oberflächenfehlern geeignet und eignet sich besser für die Prozessüberwachung in der Halbleiterindustrie, beispielsweise für die Maskenprüfung.
Zusammenfassung der Auswahlstrategie für UV-Kameras
Von UVA zu EUV: Mit abnehmender UV-Wellenlänge steigt der Schwierigkeitsgrad der Inspektion und damit auch die Anforderungen an die Kameras. Diese müssen eine höhere Quanteneffizienz (QE), ein geringeres Rauschen und eine überlegene Systemstabilität aufweisen, um auch bei extrem schwachen Signalen klare und zuverlässige Bilder zu liefern. Als einer der wenigen Anbieter in China, der UV-Kameralösungen für den gesamten Bereich von UVA bis EUV anbietet, kann Tucsen Ihnen hochzuverlässige Produkte und Leistungsgarantien für verschiedene Inspektionsphasen bereitstellen.
In der Halbleiterfertigung und -prüfung muss die Kameraauswahl nicht nur der UV-Wellenlänge entsprechen, sondern auch Faktoren wie optische Systeme, spektrale Empfindlichkeit, Scangeschwindigkeit der Plattform, Datenschnittstellenbandbreite und Synchronisation mit vor- und nachgelagerten Anlagen umfassend berücksichtigen. Wenn Sie UV-Bildgebungslösungen in Ihrem Anlagensystem einsetzen möchten, kontaktieren Sie uns gerne. Unser technisches Team bietet Ihnen umfassende Unterstützung – von der Kameraauswahl bis zur Systemimplementierung – individuell auf Ihre Anwendungsanforderungen zugeschnitten.
Tucsen Photonics Co., Ltd. Alle Rechte vorbehalten. Bitte geben Sie bei Zitaten die Quelle an:www.tucsen.com








