
 17/10/2025
17/10/2025I semiconduttori rappresentano le conquiste tecnologiche più precise dell'industria moderna. Con l'avanzare dei nodi di processo da 7 nm e 5 nm verso i 3 nm e oltre, i limiti fisici della Legge di Moore hanno spinto la precisione dell'ispezione ottica a livelli di sfida senza precedenti.
La tecnologia ultravioletta (UV), grazie alle sue lunghezze d'onda più corte, all'energia fotonica più elevata e alle proprietà ottiche uniche, è diventata una soluzione fondamentale per superare questi limiti di precisione inispezione dei semiconduttoriTuttavia, nonostante l'elevata luminosità delle sorgenti di luce UV, il segnale fotonico effettivo che raggiunge il rivelatore rimane estremamente debole dopo la trasmissione ottica e la diffusione da parte del campione. Senza metodi di imaging altamente sensibili, molti difetti di dimensioni submicrometriche e persino nanometriche sarebbero pressoché impossibili da identificare con precisione.
Ecco perché le termocamere UV ad alta sensibilità rappresentano l'anello di congiunzione fondamentale tra la sorgente luminosa e i risultati dell'ispezione. Non solo determinano se è possibile catturare segnali estremamente deboli, ma influenzano direttamente anche la precisione e l'efficienza dell'ispezione. In questo articolo, analizzeremo sistematicamente le caratteristiche applicative e le problematiche di imaging delle diverse bande di lunghezza d'onda UV nell'ispezione dei semiconduttori. Verranno presentati casi reali per aiutarvi a scegliere la termocamera UV più adatta ai vari scenari di ispezione.
Casi di studio o applicazioni nel mondo reale
i) 365 nm: Ispezione ad alta velocità a livello di micron
1. Contesto dell'applicazione
La lunghezza d'onda di 365 nm rientra nella banda UVA (315-400 nm). La sua lunghezza d'onda più corta rispetto alla luce visibile consente un limite di diffrazione inferiore e una risoluzione maggiore. A differenza dell'ultravioletto profondo, le sorgenti luminose e i componenti ottici a 365 nm sono più maturi, convenienti ed efficienti. Per questo motivo, i 365 nm sono ampiamente utilizzati nel back-end del packaging e del collaudo dei semiconduttori per l'ispezione di grandi aree e lo screening rapido di difetti a livello micrometrico.
Figura 1-1: Scenari tipici ed esempi di difetti nel confezionamento e nel collaudo di semiconduttori nella fase di back-end.
2. Sfide nell'imaging
Le telecamere devono combinare un'elevata sensibilità ai raggi UV con frequenze di acquisizione elevate per soddisfare i requisiti della scansione ad alta velocità sulle linee di produzione. Le telecamere industriali ad alta velocità convenzionali presentano in genere una risposta limitata nella banda UV, con un'efficienza quantica spesso inferiore al 30%, il che rende difficile ottenere immagini con un elevato rapporto segnale/rumore ad alte frequenze di acquisizione.
3. Fotocamera consigliata

Figura 1-2: Raccomandazione per la fotocamera UVA
La telecamera UV a otturatore globale Tucsen Libra raggiunge un'efficienza quantica del 48% a 365 nm, posizionandosi tra le migliori telecamere UVA e garantendo un rilevamento accurato dei difetti. Grazie all'elevata frequenza di fotogrammi di 152 fps e all'otturatore globale, offre immagini nitide anche su piattaforme di produzione in rapido movimento, soddisfacendo le esigenze di efficienza delle linee di produzione ad alta velocità.
ii) 266 nm: Ispezione ad alta precisione sub-micronica
1. Contesto dell'applicazione
La lunghezza d'onda di 266 nm appartiene alla banda UVC (100-280 nm), con maggiore energia fotonica e lunghezza d'onda più corta, che consente il rilevamento di difetti sub-micronici e fornisce immagini ad alto contrasto. Le applicazioni tipiche includono l'ispezione dei difetti in campo scuro dei wafer front-end, l'analisi dello spessore e dell'uniformità dei film sottili e gli esperimenti di fotoluminescenza.

Figura 2-1: Ispezione in campo oscuro di wafer di semiconduttori (segnali di diffusione estremamente deboli)
2. Sfide nell'imaging
● I difetti bersaglio sono spesso di dimensioni inferiori al micron, il che si traduce in segnali estremamente deboli che richiedono alla telecamera un'elevata efficienza quantica (>60%) e basse prestazioni di rumore.
● A causa delle limitazioni dei materiali di rilevamento a base di silicio, i sensori standard spesso non raggiungono i livelli di sensibilità richiesti per le ispezioni professionali.

Figura 2-2: Raccomandazione per la fotocamera UVC
Telecamera Tucsen Gemini 8KTDI sCMOSNon solo raggiunge un'elevata efficienza quantica UV del 63,9% a 266 nm, ma la sua funzione TDI (Time Delay Integration) migliora ulteriormente il rapporto segnale/rumore dell'imaging UV. Ciò riduce al minimo l'attenuazione del segnale causata dall'assorbimento della luce UV profonda nell'aria.
Grazie al funzionamento ad alta frequenza (1 MHz a 8K TDI), abbinato alla tecnologia di raffreddamento stabile di Tucsen e alla correzione DSNU/PRNU ad alta precisione, la telecamera non solo sopprime le interferenze del rumore termico, ma fornisce anche uno sfondo di imaging più uniforme. Ciò garantisce un'analisi dei difetti rapida e precisa per la fase iniziale.ispezione dei difetti dei wafer.
iii) 193 nm: Nodi chiave nei processi a livello nanometrico
1. Contesto dell'applicazione
La lunghezza d'onda di 193 nm fa parte della banda DUV (100-200 nm) dell'ultravioletto profondo e funge da sorgente luminosa principale nella fotolitografia (laser a eccimeri ArF). Svolge un ruolo cruciale nei processi a 20 nm e nodi più avanzati. Nella fase di ispezione, i 193 nm sono ampiamente utilizzati per il rilevamento dei difetti della maschera e la verifica del pattern del fotoresist, rivelando difetti a livello sub-micronico e persino nanometrico, consentendo così un monitoraggio del processo ad alta precisione.
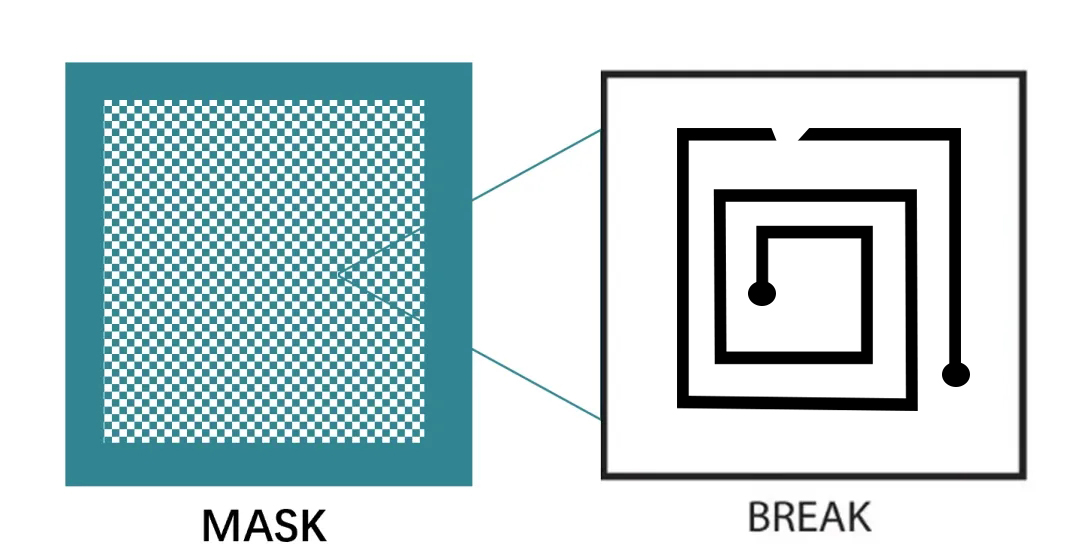
Figura 3-2: Esempi di immagini di ispezione dei difetti in campo oscuro nei semiconduttori
2. Sfide nell'imaging
● La luce a 193 nm viene fortemente assorbita dall'ossigeno e dal vapore acqueo presenti nell'aria, causando una significativa attenuazione del segnale. Le applicazioni che richiedono percorsi ottici più lunghi potrebbero addirittura necessitare di un ambiente sottovuoto o in atmosfera di gas inerte.
● I rivelatori convenzionali a base di silicio hanno una risposta limitata ai fotoni ad alta energia da 193 nm. In genere, sono necessari chip retroilluminati (BSI), spesso accompagnati da speciali processi di ottimizzazione per migliorare l'efficienza quantica.
● Per garantire immagini con un elevato rapporto segnale/rumore in condizioni di segnale debole e un funzionamento stabile a lungo termine, le telecamere devono integrare un sistema di raffreddamento avanzato e un design a basso rumore.
3. Fotocamera consigliata

Figura 3-3: Telecamere DUV/EUV consigliate
Sfide tecniche e soluzioni per l'imaging UV nei semiconduttori
Sfide tecniche nell'imaging UV
1. Attenuazione del segnale
La luce UV, in particolare alle lunghezze d'onda più corte, è altamente soggetta ad attenuazione quando attraversa l'aria. Questa attenuazione è dovuta all'assorbimento da parte del vapore acqueo e dell'ossigeno presenti nell'atmosfera, che indebolisce il segnale e riduce le capacità di rilevamento. Nell'ispezione dei semiconduttori, dove i difetti da identificare sono spesso di dimensioni sub-micrometriche o nanometriche, questa perdita di segnale può compromettere drasticamente la precisione dell'imaging.
2. Sensibilità del sensore
I sensori convenzionali a base di silicio spesso faticano a fornire una sensibilità sufficiente per la luce UV ad alta energia, in particolare a lunghezze d'onda come 193 nm e 266 nm. Di conseguenza, la necessità di chip retroilluminati (BSI) specializzati e di sistemi ottici ottimizzati diventa essenziale. Senza questi progressi, ottenere un'elevata efficienza quantica e un basso rumore nell'imaging UV è pressoché impossibile.
3. Rumore termico e ambientale
Poiché i sistemi di imaging UV operano in condizioni di scarsa illuminazione, anche lievi variazioni ambientali o rumore termico proveniente dalla telecamera possono ridurre drasticamente la qualità delle immagini acquisite. Le telecamere UV di fascia alta devono integrare sistemi di raffreddamento avanzati e design a bassa rumorosità per garantire prestazioni ottimali negli ambienti di produzione di semiconduttori.
Soluzioni per superare le sfide
● Ambienti sottovuoto o con gas inerte
Per contrastare l'attenuazione del segnale dovuta all'assorbimento atmosferico, i processi di ispezione dei semiconduttori che utilizzano luce UV a lunghezze d'onda come 193 nm vengono spesso eseguiti sottovuoto o in atmosfera di gas inerte. Ciò riduce al minimo l'impatto dell'aria sulla qualità del segnale.
● Sensori retroilluminati (BSI)
I sensori BSI sono progettati specificamente per migliorare la sensibilità delle telecamere UV, consentendo loro di rispondere in modo più efficace alla luce UV ad alta energia. Questi sensori contribuiscono a migliorare l'efficienza quantica e permettono un'imaging più accurata dei difetti a lunghezze d'onda più piccole.
●Design avanzato per il raffreddamento e la bassa rumorosità.
Per ridurre il rumore termico, nelle telecamere UV ad alte prestazioni vengono integrate soluzioni di raffreddamento avanzate (come il raffreddamento Peltier). Ciò garantisce un funzionamento stabile e affidabile a lungo termine, mantenendo al contempo un basso livello di rumore per immagini di alta qualità.
Fattori da considerare nella scelta di una fotocamera UV
La scelta della termocamera UV più adatta per l'ispezione dei semiconduttori non si limita alla semplice selezione del modello con la risoluzione più elevata. Ecco alcuni fattori chiave da considerare:
1. Efficienza quantistica (QE)
L'efficienza quantica misura l'efficacia con cui il sensore di una fotocamera converte i fotoni UV in arrivo in segnali elettrici utili. Un'efficienza quantica più elevata si traduce in una maggiore sensibilità e in una migliore acquisizione del segnale, aspetto particolarmente cruciale nelle ispezioni dei semiconduttori, dove i difetti sono spesso di dimensioni inferiori al micron o alla nanoscala.
2. Prestazioni in termini di rumorosità
Il rumore, sia termico che elettronico, può interferire con il processo di acquisizione delle immagini, soprattutto in presenza di segnali UV deboli. La scelta di una termocamera a basso rumore è fondamentale per ottenere immagini nitide e di alta qualità che rappresentino accuratamente i difetti.
3. Intervallo di lunghezze d'onda
Diverse lunghezze d'onda sono più adatte a diversi tipi di difetti e applicazioni. Le telecamere con specifiche capacità di lunghezza d'onda (365 nm, 266 nm, 193 nm) devono essere selezionate in base al processo di produzione dei semiconduttori. Comprendere l'interazione della lunghezza d'onda con il materiale ispezionato aiuta a massimizzare il rilevamento dei difetti.
4. Sistemi di raffreddamento
Nelle termocamere UV ad alte prestazioni, soprattutto quelle utilizzate in ambienti industriali, i sistemi di raffreddamento avanzati sono essenziali per ridurre il rumore termico e garantire un funzionamento stabile durante lunghi periodi di utilizzo.
5. Frequenza dei fotogrammi
Le linee di produzione di semiconduttori ad alta velocità richiedono frame rate elevati per catturare difetti in rapido movimento. La scelta di una telecamera UV con un frame rate ottimale (come 152 fps a 365 nm) garantisce che la telecamera possa tenere il passo con i cicli di ispezione rapidi senza compromettere la qualità dell'immagine.
6. Integrazione con le apparecchiature esistenti
Una telecamera UV deve integrarsi perfettamente con i sistemi di ispezione e produzione di semiconduttori esistenti. È necessario considerare fattori quali la larghezza di banda dell'interfaccia dati, le capacità di sincronizzazione con le apparecchiature a monte e a valle e la compatibilità con i sistemi ottici attuali.
Confronto tra tecnologie di imaging UV e altre tecniche
La termografia a raggi UV offre diversi vantaggi rispetto ai metodi di ispezione tradizionali, ma presenta anche una serie di sfide. Ecco un confronto con altre tecnologie comuni:
1. Imaging UV vs. Ispezione ottica
I metodi di ispezione ottica si basano spesso sulla luce visibile, che è limitata dalla diffrazione, rendendoli inadatti al rilevamento di difetti di dimensioni sub-micrometriche e nanometriche. L'imaging UV, d'altro canto, offre lunghezze d'onda più corte, consentendo una maggiore risoluzione e la capacità di identificare difetti più piccoli con maggiore precisione.
2. Imaging UV vs. Microscopia elettronica (ME)
Sebbene la microscopia elettronica offra immagini estremamente dettagliate, è in genere più lenta e costosa. L'imaging UV rappresenta una soluzione più rapida ed economica per le linee di produzione ad alta velocità, offrendo al contempo una risoluzione adeguata per la maggior parte dei difetti dei semiconduttori.
3. Imaging UV vs. Ispezione a raggi X
L'ispezione a raggi X è utile per identificare difetti interni, ma presenta dei limiti nel rilevare anomalie superficiali, soprattutto su strati sottili o materiali che non interagiscono efficacemente con i raggi X. L'imaging UV eccelle nel rilevamento di difetti superficiali ed è più adatto al monitoraggio dei processi di produzione dei semiconduttori, come ad esempio l'ispezione delle maschere.
Riepilogo della strategia di selezione della fotocamera UV
Dall'UVA all'EUV, con l'accorciarsi della lunghezza d'onda UV, aumenta la difficoltà di ispezione e, di conseguenza, le esigenze prestazionali delle telecamere. Le telecamere devono offrire un'elevata efficienza quantica (QE), livelli di rumore ridotti e una stabilità di sistema superiore per garantire immagini nitide e affidabili anche in condizioni di segnale estremamente debole. Essendo uno dei pochi fornitori in Cina a offrire soluzioni di telecamere UV che coprono l'intera gamma dall'UVA all'EUV, Tucsen è in grado di fornirvi prodotti altamente affidabili e garanzie di prestazioni per le diverse fasi di ispezione.
Nella produzione e ispezione di semiconduttori, la scelta della telecamera non deve limitarsi alla sola lunghezza d'onda UV, ma deve anche considerare in modo completo fattori quali sistemi ottici, risposta spettrale, velocità di scansione della piattaforma, larghezza di banda dell'interfaccia dati e sincronizzazione con le apparecchiature a monte e a valle. Se intendete implementare soluzioni di imaging UV nel vostro sistema, non esitate a contattarci. Il nostro team tecnico vi fornirà un supporto completo, dalla selezione della telecamera all'implementazione del sistema, personalizzato in base alle vostre esigenze applicative.
Tucsen Photonics Co., Ltd. Tutti i diritti riservati. In caso di citazione, si prega di indicare la fonte:www.tucsen.com








