
 2025/10/17
2025/10/17半導体は、現代産業における最も精密な技術的成果を象徴するものです。プロセスノードが7nm、5nmから3nm、そしてさらにその先へと進むにつれ、ムーアの法則の物理的な限界が、光学検査の精度をかつてないほど困難なものへと押し上げています。
紫外線(UV)技術は、その短い波長、高い光子エネルギー、および独自の光学特性のおかげで、これらの精度限界を克服するための主要なソリューションとなっています。半導体検査しかし、紫外線光源は高輝度であるにもかかわらず、光透過と試料散乱の後、検出器に到達する有効光子信号は極めて微弱なままです。高感度なイメージング手法を用いなければ、サブミクロンやナノメートルスケールの欠陥を正確に識別することはほぼ不可能でしょう。
そのため、高感度UVカメラは光源と検査結果をつなぐ重要な役割を担っています。超微弱な信号を捉えられるかどうかを決定するだけでなく、検査の精度と効率にも直接影響を与えます。本稿では、半導体検査における様々なUV波長帯の応用特性とイメージング上の課題を体系的に分析します。また、実際の事例も紹介し、様々な検査シナリオに最適なUVカメラを選択できるようお手伝いします。
事例研究または実世界での応用例
i) 365 nm:ミクロンレベルの高速検査
1. アプリケーションの背景
365 nmの波長はUVA帯域(315~400 nm)に属します。可視光に比べて波長が短いため、回折限界が小さく、解像度が高くなります。深紫外光とは異なり、365 nmの光源と光学部品はより成熟しており、コスト効率と効率性に優れています。そのため、365 nmは半導体パッケージングの後工程において、大面積検査やミクロンレベルの欠陥の迅速なスクリーニングに広く利用されています。
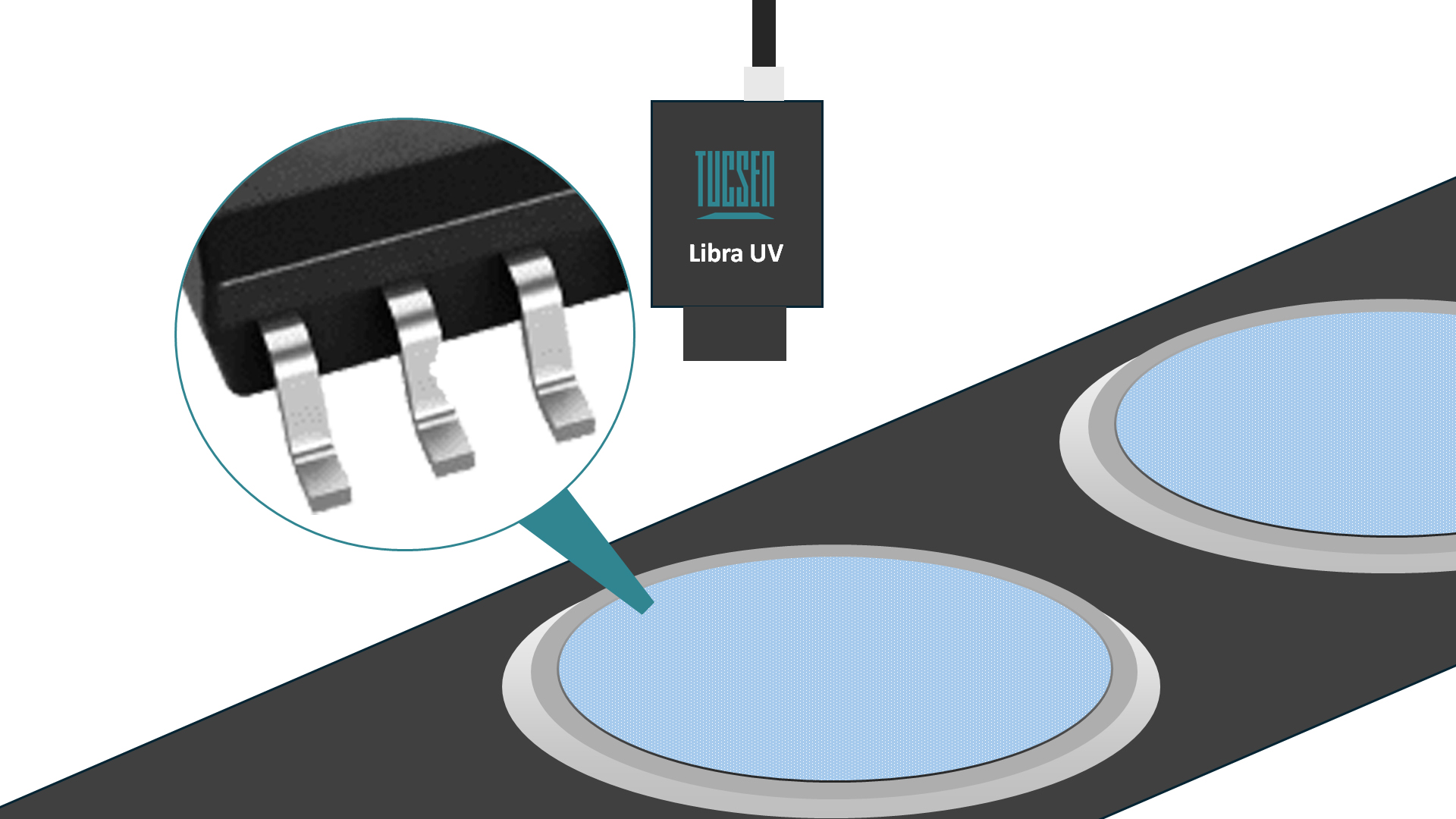
図1-1:半導体後工程パッケージングおよびテストにおける典型的なシナリオと欠陥例
2. 画像処理における課題
生産ラインにおける高速スキャンの要件を満たすには、カメラは高い紫外線感度と高速フレームレートを両立させる必要がある。従来の高速産業用カメラは、一般的に紫外線帯域での応答性が限られており、量子効率が30%を下回ることが多いため、高フレームレートで高信号対雑音比の画像を得ることは困難である。
3. おすすめのカメラ

図1-2:UVAカメラの推奨事項
Tucsen Libra UVグローバルシャッターカメラは、365nmにおいて48%の量子効率を実現し、UVAカメラの中でもトップクラスの性能を誇り、高精度な欠陥検出を可能にします。152fpsの高フレームレートとグローバルシャッターにより、高速な生産プラットフォームでも鮮明な画像を提供し、高速製造ラインの効率性要求を満たします。
ii) 266 nm:サブミクロン高精度検査
1. アプリケーションの背景
266 nmの波長はUVC帯域(100~280 nm)に属し、光子エネルギーが高く波長が短いため、サブミクロンサイズの欠陥の検出や高コントラストイメージングが可能です。代表的な用途としては、ウェハーのフロントエンド暗視野欠陥検査、薄膜の厚さおよび均一性分析、フォトルミネッセンス実験などが挙げられます。

図2-1:半導体ウェハの暗視野検査(極めて微弱な散乱信号)
2. 画像処理における課題
● 対象となる欠陥は多くの場合サブミクロンサイズであるため、信号が非常に微弱になり、カメラには高い量子効率(60%以上)と低ノイズ性能が求められます。
●シリコン系検出器材料の限界により、標準的なセンサーは専門的な検査に必要な感度レベルを満たせないことが多い。

図2-2:UVCカメラの推奨事項
Tucsen Gemini 8KTDI sCMOSカメラ266 nmにおいて63.9%という高いUV量子効率を実現するだけでなく、TDI(時間遅延積分)機能によりUVイメージングの信号対雑音比をさらに向上させています。これにより、空気中の深紫外光の吸収による信号減衰を最小限に抑えます。
高周波動作(8K TDIで1MHz)に加え、Tucsenの安定した冷却技術と高精度DSNU/PRNU補正により、このカメラは熱雑音干渉を抑制するだけでなく、より均一な画像背景を提供します。これにより、フロントエンドの高速かつ高精度な欠陥分析が保証されます。ウェハー欠陥検査.
iii) 193 nm:ナノレベルプロセスにおける重要なノード
1. アプリケーションの背景
193 nmの波長は、深紫外(DUV、100~200 nm)帯域に属し、フォトリソグラフィ(ArFエキシマレーザー)における主要な光源として用いられています。20 nm以上のプロセスにおいて重要な役割を果たしており、検査段階では、マスク欠陥の検出やフォトレジストパターンの検証に広く利用されています。これにより、サブミクロンレベル、さらにはナノレベルの欠陥も検出できるため、高精度なプロセスモニタリングが可能になります。
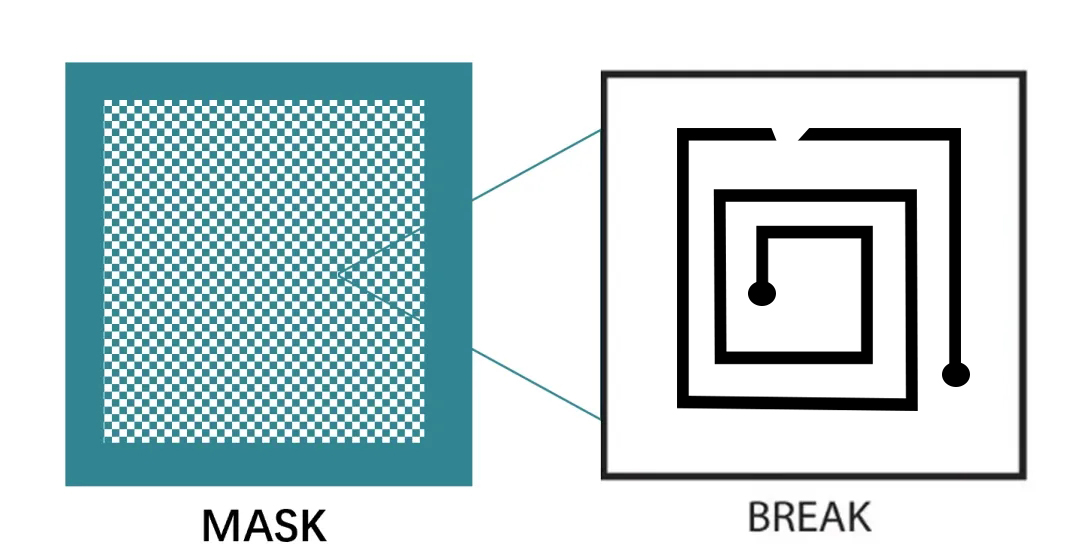
図3-2:半導体の暗視野欠陥検査の例画像
2. 画像処理における課題
● 193 nmの光は空気中の酸素や水蒸気に強く吸収されるため、信号が大幅に減衰します。より長い光路を必要とする用途では、真空または不活性ガス環境が必要となる場合もあります。
● 従来のシリコンベースの検出器は、高エネルギーの193nm光子に対する応答が限られています。そのため、通常は裏面照射型(BSI)チップが必要となり、量子効率を高めるための特別な最適化プロセスが伴うことがよくあります。
● 微弱な信号条件下でも高い信号対雑音比の画像と安定した長期動作を確保するためには、カメラには深冷機能と低雑音設計が組み込まれている必要がある。
3. おすすめのカメラ

図3-3:推奨DUV/EUVカメラ
半導体におけるUVイメージングの技術的課題と解決策
UVイメージングにおける技術的課題
1. 信号減衰
紫外線、特に短波長の光は、空気中を通過する際に減衰しやすい。この減衰は、大気中の水蒸気や酸素による吸収によって生じ、信号強度を弱め、検出能力を低下させる。半導体検査では、検出対象となる欠陥がしばしばサブミクロンまたはナノメートルスケールであるため、この信号損失は画像精度に深刻な影響を与える可能性がある。
2. センサー感度
従来のシリコンベースのセンサーは、特に193 nmや266 nmといった波長域において、高エネルギーの紫外線に対する十分な感度を確保することが困難な場合が多い。そのため、特殊な裏面照射型(BSI)チップと最適化された光学システムの開発が不可欠となる。これらの技術革新がなければ、紫外線イメージングにおいて高い量子効率と低ノイズを実現することはほぼ不可能である。
3. 熱騒音および環境騒音
UVイメージングシステムは低照度条件下で動作するため、わずかな環境変化やカメラからの熱雑音でも、撮影画像の品質が著しく低下する可能性があります。半導体製造環境において最適な性能を確保するためには、高性能UVカメラには高度な冷却システムと低雑音設計が不可欠です。
課題克服のための解決策
● 真空または不活性ガス環境
大気吸収による信号減衰を抑制するため、193nmなどの波長の紫外線を用いた半導体検査プロセスは、真空または不活性ガス環境下で行われることが多い。これにより、空気による信号品質への影響を最小限に抑えることができる。
● 裏面照射型センサー(BSI)
BSIセンサーは、UVカメラの感度を高めるために特別に設計されており、より高エネルギーのUV光に対しても効果的に反応できるようにします。これらのセンサーは量子効率を向上させ、より短い波長での欠陥のより正確な画像化を可能にします。
●高度な冷却技術と低騒音設計
熱雑音を低減するため、高性能UVカメラにはペルチェ冷却などの高度な冷却ソリューションが組み込まれています。これにより、低雑音レベルを維持しながら、安定した信頼性の高い長期動作が保証され、高品質な画像が得られます。
UVカメラを選ぶ際に考慮すべき要素
半導体検査に適したUVカメラを選ぶには、単に解像度が最も高いものを選ぶだけでは不十分です。考慮すべき重要な要素をいくつかご紹介します。
1. 量子効率(QE)
量子効率とは、カメラセンサーが入射する紫外線光子をどれだけ効率的に有用な電気信号に変換するかを示す指標です。量子効率が高いほど感度と信号捕捉能力が向上し、特に欠陥がサブミクロンまたはナノスケールであることが多い半導体検査において非常に重要です。
2. 騒音性能
熱ノイズと電子ノイズの両方が画像処理に干渉する可能性があり、特に弱い紫外線信号を扱う場合は顕著です。ノイズの少ない紫外線カメラを選択することは、欠陥を正確に表現する鮮明で高品質な画像を得るために非常に重要です。
3. 波長範囲
欠陥の種類や用途によって、最適な波長は異なります。対象となる半導体製造プロセスに基づいて、特定の波長(365 nm、266 nm、193 nmなど)に対応したカメラを選択する必要があります。波長と検査対象材料との相互作用を理解することで、欠陥検出率を最大限に高めることができます。
4. 冷却システム
高性能UVカメラ、特に産業環境で使用されるカメラにおいては、熱雑音を低減し、長時間の使用においても安定した動作を確保するために、高度な冷却システムが不可欠である。
5. フレームレート
高速半導体製造ラインでは、高速で移動する欠陥を捉えるために高いフレームレートが求められます。最適なフレームレート(例えば365nmで152fps)のUVカメラを選択することで、画質を損なうことなく高速検査サイクルに対応できます。
6. 既存機器との統合
UVカメラは、既存の半導体検査・製造システムとシームレスに統合できる必要があります。データインターフェースの帯域幅、上流・下流機器との同期機能、既存の光学システムとの互換性といった要素を考慮してください。
UVイメージング技術とその他の技術の比較
UVイメージングは従来の検査方法に比べて多くの利点がありますが、同時に独自の課題も抱えています。以下に、他の一般的な技術との比較を示します。
1. UVイメージングと光学検査の比較
光学検査法は可視光を利用することが多いが、可視光は回折によって制限されるため、サブミクロンやナノレベルの欠陥を検出するには不向きである。一方、紫外線(UV)イメージングはより短い波長を用いるため、高解像度を実現し、より小さな欠陥を高精度で識別することが可能となる。
2. 紫外線イメージングと電子顕微鏡(EM)の比較
電子顕微鏡は非常に詳細な画像を提供するが、一般的に処理速度が遅く、コストも高い。UVイメージングは、高速生産ライン向けに、より迅速かつ費用対効果の高いソリューションを提供すると同時に、ほとんどの半導体欠陥に対して十分な解像度も備えている。
3. UVイメージングとX線検査の比較
X線検査は内部欠陥の特定には有効ですが、表面異常の検出には限界があり、特に薄膜やX線との相互作用が弱い材料ではその傾向が顕著です。一方、UVイメージングは表面欠陥の検出に優れており、マスク検査などの半導体プロセスモニタリングに適しています。
UVカメラ選定戦略の概要
UVAからEUVへと波長が短くなるにつれて、検査の難易度が増し、カメラに求められる性能も高まります。極めて微弱な信号条件下でも鮮明で信頼性の高い画像を得るためには、カメラは高い量子効率(QE)、低いノイズレベル、そして優れたシステム安定性を備えている必要があります。中国でUVAからEUVまでの全範囲をカバーするUVカメラソリューションを提供する数少ないプロバイダーの一つであるTucsenは、様々な検査段階において、高い信頼性と性能保証を備えた製品をご提供できます。
半導体製造および検査において、カメラの選定はUV波長との適合だけでなく、光学系、分光応答、プラットフォームのスキャン速度、データインターフェースの帯域幅、上流および下流機器との同期といった要素を総合的に考慮する必要があります。装置システムにUVイメージングソリューションの導入をご検討されている場合は、お気軽にお問い合わせください。当社の技術チームが、カメラ選定からシステム実装まで、お客様のアプリケーションニーズに合わせた包括的な技術サポートを提供いたします。
Tucsen Photonics Co., Ltd. 無断転載禁止。引用の際は出典を明記してください。www.tucsen.com








